福州-模具加工流程调研
之前看小米设计总监李宁宁的专访,关于一个合格设计师的要求,其中有一项就是产品的落地能力。工业设计一个好看的外观,需要背后结构
之前看小米设计总监李宁宁的专访,关于一个合格设计师的要求,其中有一项就是产品的落地能力。工业设计一个好看的外观,需要背后结构工程师、模具工程师付出极大的努力。“功夫在诗外”这句话对工业设计在适合不过了。
如果工业设计一直扭捏于形态,而不是和结构工程师一起想办法解决问题,征服工程师,让对方佩服你解决问题的能力,反之,工程师就会在背后骂你什么都不懂 …还瞎JB指挥,所以这篇模具调研分享的出发点:一是分享模具加工流程,让没有接触过模具厂的小伙伴们,知道模具是怎么生产出来的;二是提醒刚毕业的小伙伴注意拓展工业设计能力的边界。
吹水篇
在之前的工作中,我很乐于做产品的形式创新,但在跟结构和模具师傅的沟通中,因为不懂结构和模具,有时在跟同事争论某个产品表面不能有进胶口、顶针痕迹等问题时,往往很难达成共识,最后我就丢给他们一句话,我这个东西不能改,怎么实现,你们结构和模具自己去想办法。但是这样的沟通次数多了,问题不但没有解决,反而在沟通成本、时间成本上浪费了很多精力。
为了解决这个问题,我开始关注产品落地方面的知识积累,所以每次遇到做模具的师傅,我都很开心,很多模具老师傅都不善言辞,但是一聊到专业问题就会眉飞色舞。
这次的调研走访,我再一次锁定了模具厂,我和同事一起约了已经做模具20多年的老江,在福州这个偏离模具产业带的地方,老江从以前的模具加工成变成了今天的模塑一体工厂,见到老江的时候,你很难想象一个四十多岁的老模具工程师居然看起来很腼腆,是不是有点可爱,我想这是不是做技术的人性格都是这样-话少只爱干工作。
老江先是带我们去了他的会客厅喝茶,这是江浙广福一带见老板必做的一件事情,先吃茶先。但是老江应该不是很爱喝茶,从他不怎么娴熟的泡茶动作可以看的出来。和这种老师傅聊天有一个好处,他们言无不尽。
老江说,现在做模具很难赚到钱了,价格内卷厉害,人工也特别贵,单纯的模具加工已经很难养活这群模具师傅了。所以他们也引荐了六七台成型设备,通过赚加工费的方式来养活工厂一大群人。一阵寒暄后,老江就带我们去他的模具加工厂和注塑厂参考。
美食篇
肉燕
我的第一感觉跟我们四川的包面很像,但是具体的口感还是差别很大的,肉燕的皮更薄,包面的皮要厚一些,口感也更老一些。具体的做法也有差别,肉燕用清汤煮,在放一些蔬菜。很简单也很家常。是我喜欢的一道福州美食了。据当地人讲,肉燕也叫太平燕,她的皮是肉和地瓜粉做的。也是一道喜庆菜。福州人逢年过节,婚丧喜庆,亲友聚别,必吃“太平燕”,即取其“太平”、“平安”之吉利,故“无燕不成宴,无燕不成年”。

鱼丸
第一次吃鱼丸的小伙伴,特别提醒,小心烫、小心烫、小心烫。因为鱼丸里面包的是肉馅,刚煮熟的鱼丸里面肉馅温度特别高,如果一口咬下去就会被烫伤,我现在嘴唇就有一个泡,这你受得了吗。但是不管怎么说,鱼丸还是蛮好吃的,Q弹的狠,吃这种小吃就要去街边小店吃哈。

佛跳墙
在福州吃佛跳墙要去聚春园吃,很多其他的餐厅也有这道美食,但是味道还是聚春园拿捏的好。我第一次吃佛跳墙的顺序是先喝了一口汤,这个汤汁真是浓厚,满口的鲜嫩。然后就是弹牙的鲍鱼、Q弹的海参,还有鱼唇、鹌鹑蛋,其他的食材我也不知道是啥了,反正一个感觉。鲜嫩,味道层次丰富,盗梦空间有梦中梦,佛跳墙有味中味,最后在用汤汁拌一碗白米饭,那个感觉巴适得狠。

设计篇-模具的基础知识
导读:这篇模具加工流程调研,主要是依据模具工程师面对面交流,工程师口述和我平时工作总结所得。作为工程技术还不严谨,只能作为模具基础学习的参考。内容分为模具基础知识和模具加工流程两个部分,基础知识部分很枯燥,但是这个部分的归纳总结是为了更好的理解模具加工流程。
一,模具分类
1.模具按照模胚基本结构以及进胶口方式:
可以分为大水口模、细水口模和简易型细水口模。
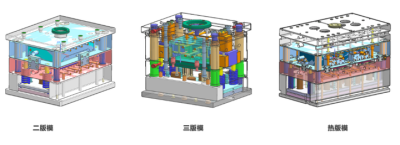
2.按照用途和使用场景:
两版模:多用于中心进胶和一模多穴边缘进胶;三版模:表面点进胶或者进胶点偏心;热流程:无流动,可减少废料
二、模具的七大系统
注塑模有七大系统:浇注系统,成型系统,抽芯系统,顶出系统,冷却系统,排气系统,导向系统。
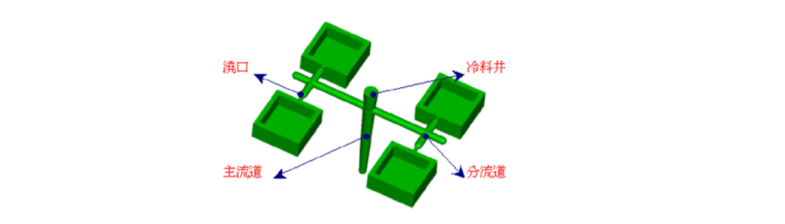
1.浇注系统
浇注系统主要了解两个问题,一个是流道设计,一个是胶口设计
a.流道
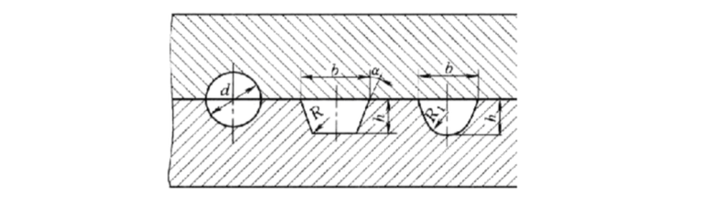
模具流道主要分为三种:
(1)圆形流道:效率高,加工难度大
(2)T型流道:面积比圆形流道多39%,易加工,但是费料
(3)U型流道:结合了圆形流道和T型流道的优点,面积比圆形流道多14%
设计流道时注意的事项:
(1)流道尽量短
(2)流道设计要平衡
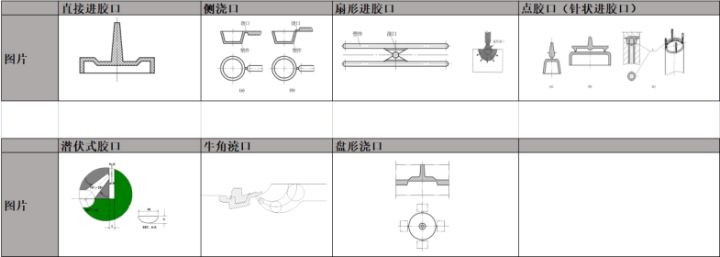
b.胶口
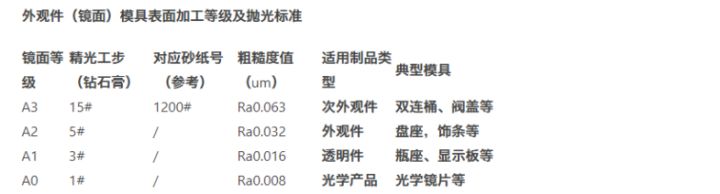
胶口主要分为:直角(侧胶、扇形、点胶、盘型、潜伏式、牛角)胶口,当我们对成型制品的表面要求高时,通常选用点胶口、潜伏式胶口、牛角口,当然这也会影响我们的模具价格。
胶口设计注意事项:
(1)流程短 ,流动平衡
(2)外观满足(浇口位置、汽纹、流纹、夹水纹、应力纹 、缩水、无弯曲变形、避免熔接痕)
2.成型系统
组成成型所需产品形状的封闭腔体的零件总称,主要组成零件:前、后内模,内模镶件,内模镶针,行位,斜顶。
3.抽芯系统(滑块、斜销)
4.顶出系统
制品顶出是注射成型过程中最后一个环节,当制品在模具中固化后,将制品从模具中顶出的零件。顶出系统有如下几类﹕ 圆顶针、扁顶针、司筒、推块、推板、斜顶 、气顶 。
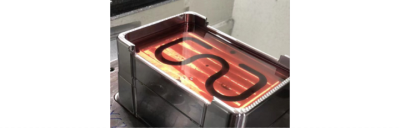
5.冷却系统(水路或者模具杯身散热)
小知识:不同的塑料定型的时间不一致,ABS的定型时间是24小时,PP的定型时间是36小时。
冷却系统主要是提供塑件质量(表面光洁度、残余应力、结晶度、热弯曲的影响);缩短成型周期(成型周期80%都用于冷却);避免大型的滑动件卡死。在我们的实际工作中,就有因为增加冷却系统改善制品弯曲变形的问题。
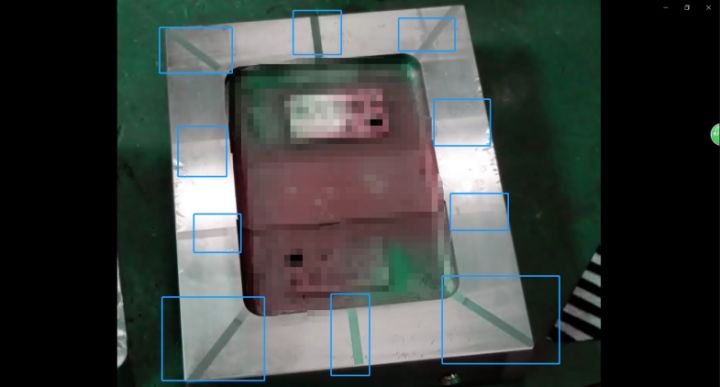
6.排气系统
排气槽根据不同塑料,尺寸也有差别,比如ABS的排气槽3个丝,PP的排气槽1个丝。模具中气体的来源主要有一下几个方面:
(1)模腔原有的空气
(2)塑料含有的水分在注射温度下蒸发而成的水蒸气
(3)塑料局部过热分解产生的低分子挥发性气体
(4)塑料辅助剂挥发(或化学反应)所产生的气体
(5)热固性塑料交联硬化释放的气体
开排气槽的位置:
(1)产品充填末端加开排气槽
(2)环绕产品做一圈环形排气槽
(3)在胶料流动的未端或夹水线结合处开排气
注意:排气槽尽量便于加工、位置不确定的情况下,必须做模流分析
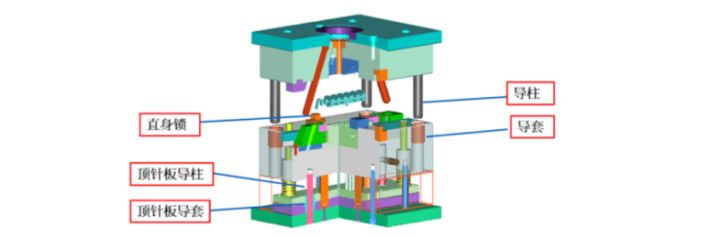
7.合模导向系统
保证零部件间准确对合;保证塑料制品精度;避免模碰撞和干涉
设计篇-模具加工设备




设计篇-模具加工分类
1.按原理分类
- 刀具加工:铣床、车床、钻床、磨床、电脑锣、深孔钻
- 电脉冲蚀除:火花机、线切割、细孔放电
2.按加工类型分类
- 平面:磨床、铣床、电脑锣、线切割
- 曲面:电脑锣、火花机
- 孔:钻床、铣床、细孔放电、线切割、深孔钻、火花机
- 圆柱:车床、磨床
设计篇-模具加工流程
这个加工流程是根据经验口述总结归纳的

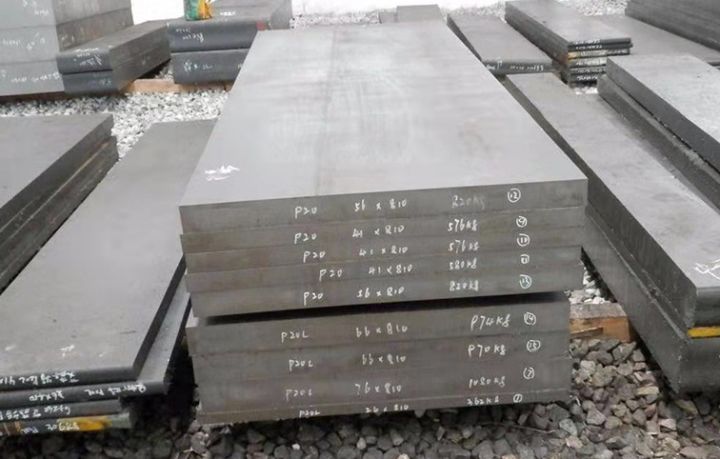
一,原材料(塑料模具钢)
塑料模具用钢要求具有一定的强度、硬度、耐磨性、热稳定性和耐蚀性等性能。此外,还要求具有良好的工艺性,如热处理变形小、加工性能好、耐蚀性好、研磨和抛光性能好、补焊性能好、粗糙度高、导热性好和工作条件尺寸和形状稳定等。在家居日用品行业,用的最多的P20模具钢。
模具小知识:1.通常模具钢的硬度在30-40,根据模次越高,材料的硬度要求越高,通常用热处理来强化;2.对于不同材料,比如具有腐蚀性的材料PVC,POM;或者硬度较高的材料PC/PA+玻纤;或者ABS/PP对模具钢的硬度要求是不一样。
二,模仁加工
1.订料
产品模具图纸确认后,根据尺寸定模仁材料,P20钢材已预先硬化处理至285-330HB(30-36HRC),可直接用于制模加工,并具有尺寸稳定性好的特点,预硬钢材才可满足一般用途需求,模具寿命可达50W模次。在实际生产过程中,不同模具厂对原料的需求不一样,大致分为一下几种
a.毛料
表面为黑色,用锯床或者火切为长宽厚余量在3-5MM的毛料,模具厂在根据实际需要用铣床或者磨床在精确加工尺寸,以及打直角

b.光板和精版(铣六研二)
在毛料的基础上,在用铣床铣六面,磨床长宽厚,加工余量在0-0.5MM,这样加工的原料,模具厂就减少加工量。在毛料的基础上,在用铣床精铣六面,磨床精磨长宽厚,加工余量在0-0.5MM

c.淬火料(铣六研二)
在用铣床精铣六面,热处理后磨床磨两面,长宽厚加工余量在0.02-0.05MM。
备注:这里的原料加工余量不具有普遍性,每家模具厂要求不一致,仅供参考
2.加工模仁
材料定好后,模具接下来就是加工模具型腔,这也是模具加工中最重要,用时最多的部分。
a.加工水路和螺丝孔
- 水路:模具厂拿到材料后,用铣床或钻床加工水路,铣床加工一般先用铣刀定位,然后用钻刀钻孔,水路加工好后,要测试水路的密封性。
- 螺丝孔:螺丝孔加工好后,还要用钻床或者人工攻牙,一般要三攻,每次使用的攻牙刀具也不一样。在这个步骤中,还有一个打字码的步骤,相当于给模具编号。
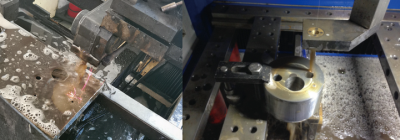
b.加工型腔
- 型腔:加工型腔用电脑锣,根据模具图纸,设计好刀路图,工程师编好程序输入CNC设备,然后将加工好水路和螺丝孔的模仁,安装在几台上,校表分中后,就可以加工,这个过程又分为飞刀(钨钢刀)开粗-光刀光面-铜公电极加工死角。

- 顶针孔、滑块孔:孔的加工,一般用慢走丝加工,在线切割前,先用铣床定位加工一个盲孔,在用铜丝放电加工一个细小的通孔,最后在用线切割。在这里要区分慢走丝和快走丝,慢走丝加工设备费用贵,加工精度高。
- 铜公放电:铜公放电主要是加工型腔加工不到的直角,以及对孔铜公,除去加工纹路,使面更光滑。

- 省模:如果使用高精密电脑设备,可以不用省模,一般设备加工,省模具步骤是油石-砂纸-风动打磨机
油石:220,一个小时——320,两个小时
砂纸:240,一个小时——320一个小时——600,四十分钟——1000,2.5小时
风动打磨机(钻石糕+棉球),五分钟

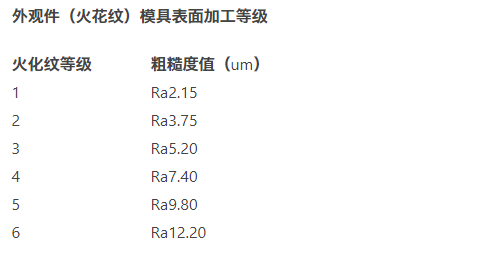
- 晒纹:根据产品需求,设计纹路。
模具热处理:模具热处理后,硬度加大,加工难道会增加,所以一般都是加工好型腔后,在热处理,热处理会让模具轻微变形,需要再次用P4平口夹在磨床上磨直角。
为提高模具寿命达到80万模次以上,可对预硬钢实施淬火加低温回火的加硬方式来实现。淬火时先在500-600℃预热2-4小时,然后在850-880℃保温一定时间(至少2小时),放入油中冷却至50-100℃出油空冷,淬火后硬度可达50-52HRC,为防止开裂应立即进行200℃低温回火处理,回火后,硬度可保持48HRC以上
三.加工模胚
模胚加工是在模仁加工快结束时,就要开始拆模胚和订料,大概需要一周时间,有时需要半个月时间才能定好。拿到模胚后,加工顺序是先开粗框,在开精框,磨排气。排气对于不同的材料排气槽的尺寸不一样,排气除了在模胚上,还可以在顶针和镶件处开排气。

然后就是模仁、模胚试装,试装这个步骤是在模仁铜公后,省模前,通过在模具表面打上丹红的形式,检验模仁、模胚的尺寸配合。
四.加工顶针/镶件/滑块/铜公
- 铜公:铜公材料有石墨电极和铜公电极两种,现在铜公用的比较多,铜公的加工用精雕机,加工顺序跟电脑锣一样,出图纸-编程-装夹固定-开粗-精铣。这里特别提醒的是,铜公如果也有加工不到的地方,我们可以采用拆铜公的方式解决。
- 顶针:采购现成的顶针,再用磨床加工成需要的尺寸

- 镶件、滑块、斜顶:1. 开料、打直角;2.线切割(用中走丝或者快走丝);3.铣床钻孔;4.磨床精尺寸

五.FIT模
在前面模仁模胚试装后,我们还要对各种顶针、滑块、镶件进行试装,要达到用手能轻松装取,不然在试模的时候容易烧死。在这个过程中,就要反复用到打磨机、磨床等设备。斜顶,行位与模芯的配合面以及前后模的碰/插穿面需FIT模,这个过程较费时间和精力,但也是关乎模具质量的重要一环。
备注:
- 所有的加工,都需要检测尺寸
- 检测工具: 精准卡尺,三次元
- 检验标准:图纸

配模(比较耗费时间)
六.试模(几小时-半天不等)
完成模具组装后,就是试模,这个部分主要就是涉及成型设备,以及调参数,修改模具的问题。

试模(试模需要把原料注塑机料筒的材料清理干净,原料混上色料后进行测试)
设计篇-模具的成本计算
关于模具报价部分,比如怎么评估模具报价是否合理,办法就是了解模具加工以及多看模具厂的报价单,分析总结。我这里根据我自己的工作经验给出一些影响模具报价的因素,大家结合这些因素去具体研究就可以啦。
- 模具的类型和尺寸(两版模、三版模、热流道)
- 进胶方式、分型面、滑块、斜顶(难易程度)
- 模具有无热处理、表面纹理、生产效率、生产方式
- 材料费用、加工费用、人工费、运费、试模费
- 管理费、税费、利润
案例分享
(设计篇-汽车灯罩透明件)
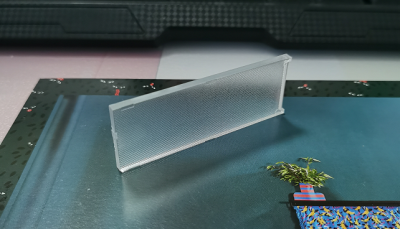
- 产品名称:汽车尾灯透明件
- 成品要求:光学要求,灯光透过透明件后,不能太暗,也不能太晃眼
- 成品材料:PC
- 表面质感:抛光+蚀纹
- 模具费用:整体模具费用3万
- 模具加工遇到的问题:因为对制品的光学要求,模具省模要求高,蚀纹多次尝试才达到光学要求
- 试模遇到的问题:
- 尺寸问题:最开始用较小吨位的注塑机,尺寸精度一直有几个丝的误差,最后改用大吨位机器解决;
- 材料问题:最初3万多一吨的PC满足不了制品的要求,改用6万一吨的PC料,结合模具修模最终达到成品的光学的要求。
总结:对于塑料制品精度要求高的产品,除了要求设计高质量外,需要清楚设备、加工精度、材料对成型制品的影响。之前在一次校友会中,经过老师引荐认识了做模具的波哥,他们正在给小米做产品,因为小米对成品的光洁度要求,波哥介绍说,他们不断的提高模具加工精度,同时更改更高等级的制品材料,才满足小米对成品的质量要求。最后以陆游的一句诗结尾:汝果欲学诗,功夫在诗外。
关注设计公众号:WHY_ME2016




