锅炉水管开裂的焊补工艺
有一锅炉在运行过程中,由于套管制作不合要求,导致给水管与锅炉汽包在正常工作过程中,进水管座与汽包壁温差值较大,给水管在周期变化的温差应力作用下产生了疲劳破坏;或者由于汽包的水位上下波动较大,在水位波动的范围内,形成交变温差应力,导致热疲劳裂纹的产生。
锅炉汽包的材质是15MnVR,壁厚30mm,锅炉汽包直径为1000mm,给水管材质是20钢,规格Φ89mm×7mm,套管材质也是20钢,规格为Φ108mm×7mm和p89mm×7m。
15MnVR钢具有良好的综合力学性能和焊接性,淬硬倾向不大,但该钢由于含钒,有回火脆化倾向,且有较大的时效敏感性。
由于现场维修的焊接环境温度低于5℃,因此现场维修须考虑预热和热处理措施。由于锅炉汽包壁较厚,采用双面开坡口的焊条电弧焊进行焊接修复,在锅炉汽包内、外侧采用多层多道焊。
(1)焊前准备
①在裂纹部位及其周围约50mm范围内分别进行X射线探伤和超声波探伤,确定裂纹的长度。
②在锅炉汽包管座周围部位划出切割挖补界线约为Φ600mm,经确认后,用氧乙炔火焰进行切割。切割前先用履带式加热器对管座周围400~600mm范围预热,预热温度为100~150℃。然后进行保温,保温范围应超出预热范围200~300mm。
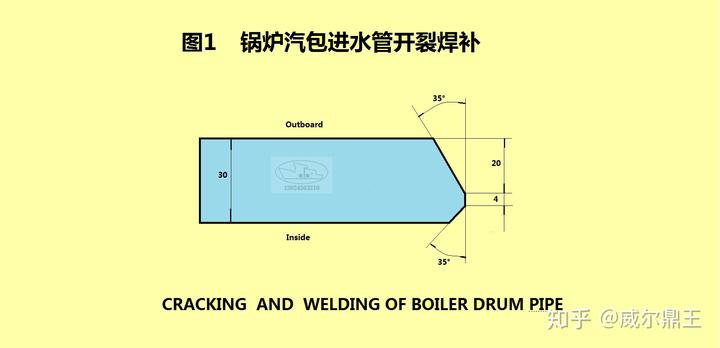
③切割坡口为双面坡口,锅炉汽包的内侧和外侧坡口如图1所示:应保证切割处无尖角等,并及时清理毛刺。
④清除坡口及附近15~20mm范围内的铁锈、水分等,手动砂轮打磨直至露出金属光泽。母材表面应光滑、平整,不能有锐角。
(2)焊接材料
①制备一块与挖补位置形状一样的填补块,材质为15MnVR。
②管接头、套管材质均为20钢,规格分别是Φ89mm×7mm(长度120mm)、Φ108mm×7mm和Φ89mmx7mm(长度60mm)。
③选用E5515(J557)、EA315(J427)低合金钢焊条,焊条,烘干温度为350-400℃,保温1-2h。
④焊接操作者须持有按“锅炉压力容器压力管道考试规定”考试合格的相应项目焊工证,且在有效期内。
(3)填补块的焊接
焊接前用履带式加热器对挖补部位、填补块进行预热。在焊修部位200~300mm范围预热,预热温度为100~150℃。受环境温度影响,预热后应有保温措施。
用E5515焊条先焊外侧,后焊内侧。为减少焊接残余应力,可用平锤头均匀锤击各焊道,各层焊缝的接头应错开,层与层、层与道之间的层间温度控制在150~250℃范围内,各焊道起弧位置的重叠长度应不小于10mm。焊层和焊层、焊道和焊道、焊道和焊层之间应平缓过渡:盖面层焊缝和母材应圆滑过渡。收弧时,必须保证填满弧坑。
外侧焊接完成后,应在内侧用碳弧气刨清根,刨槽做成约10°的坡口。焊接工艺参数见图1。焊接完毕须对焊缝采取保温措施,保温范围为焊缝两侧约400mm。
焊缝表面不得有裂纹、未熔合、咬边等缺陷存在,焊缝不低于母材表面。焊缝表面外观检查合格后,做100%的X射线探伤。若有不合格部位,应按以上焊接工艺对不合格部位重新进行焊补,返修次数不能超过1次。修补焊接参数见图2

(4)管座的焊接
用直径3.2mm的EA315(J427)焊条先将管接头与变径管焊接好,再按图纸要求装配变径管,并进行焊接。管座的焊接工艺参数见图3。

5)焊后热处
对焊接修复后的工件进行消除应力热处理。焊后热处理温度控制在590~630℃,保温时间为90min;焊后热处理的升温速度最大为200℃/h,最小为55℃/h;降温速度最大为260℃/h,最小为55℃/h。
最后按图纸技术要求的压力进行压力试验,试验时返修部位应无漏水、渗水,焊补返修完成。




