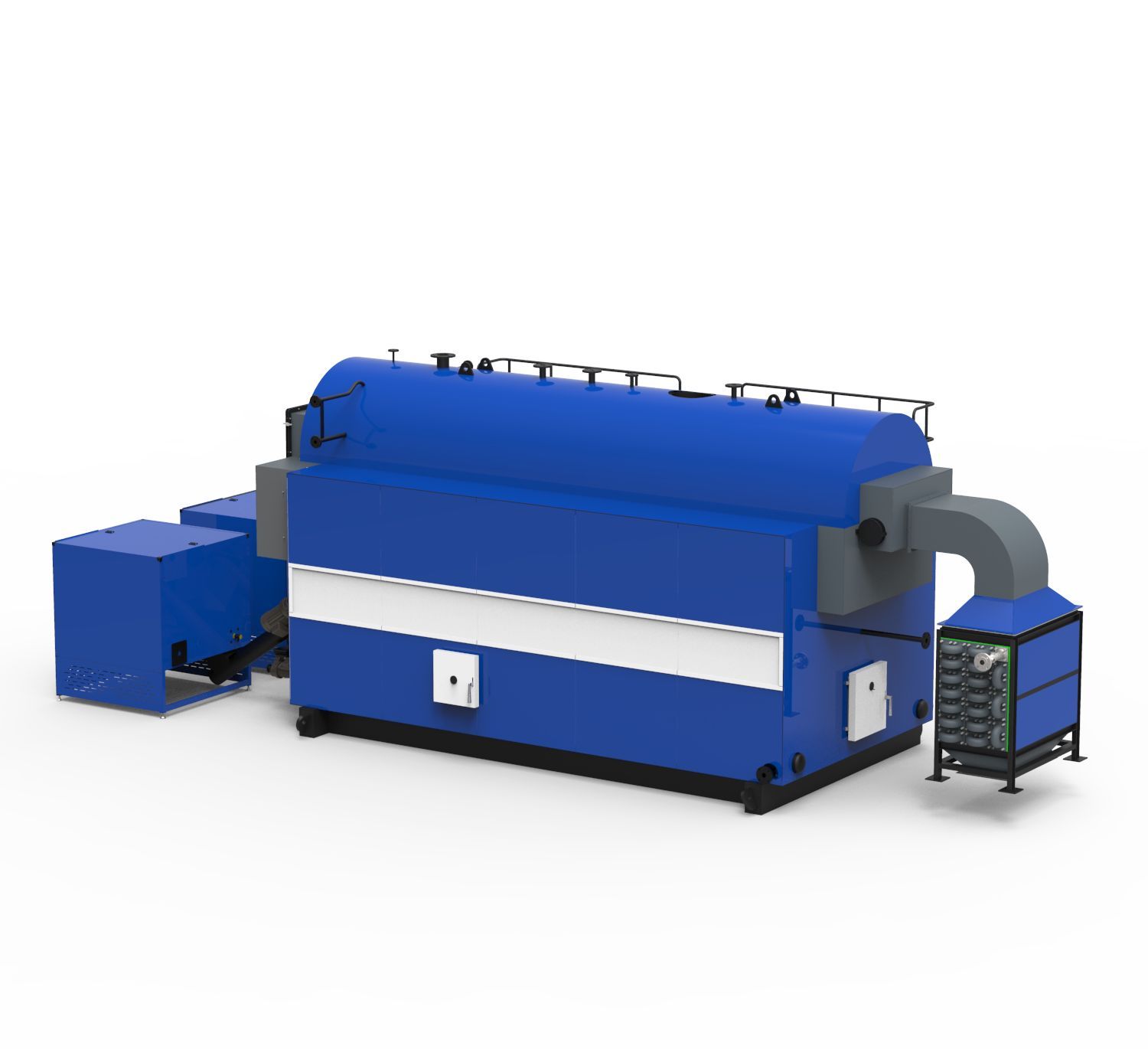
链条锅炉压火步骤有哪些?
链条锅炉压火步骤:
一、接到锅炉压火命令后, 通知汽机,准备压火。
二、投入风机大连锁,并将备用高压流化风机解除连锁。
三、加强排渣,将锅炉床压控制在4~5KPa。根据床压将一次风量维持在最 小风量,两侧给煤量均匀,总量约在40t/h。
四、待床温达到最少850℃,床温变化率为+10—+15℃/min变化,氧量急剧下降时,手动MFT,停1#、2#引风机,所有风机连锁停机。
五、关闭风烟系统各风门,减少热损失,避免局部出现复燃,造成结焦。 六、关闭汽水系统各疏放水门、连排门、取样门,减少汽水损失。
七、维持水位正常, 关闭主给水阀、旁路给水阀,打开省煤器再循环门,注意:1、汽包水位低时,关闭省煤器再循环门,给水旁路上水。2、汽包水位可维持高水位。
八、如果主汽和再热蒸汽压力高,可通过开对空排气进行泄压。 九、关闭过热和再热减温水气动总门。
压火过程中详细记录床温、床压、一次风量、氧量等重要参数。压火时间不可超过5小时。
自1988年成立以来一直致力于工业锅炉的制造与研发,是一家全资民营企业。始终秉承“我们用心,只做锅炉”的发展理念。为提高生产效率、保证加工质量,不但引进了国际先进的工艺设备,更是自主研发了多项生产加工设备,有些