NW6690镍基合金板材 gh163 gh2150圆钢锻件无缝管
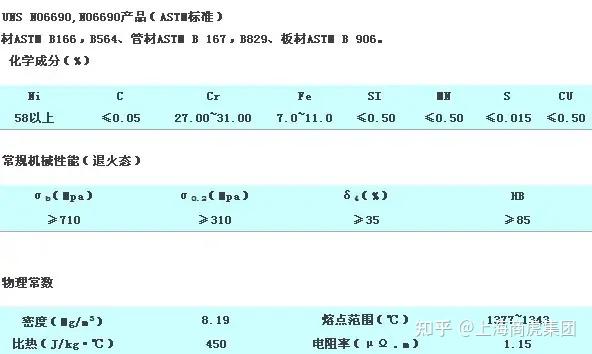
UNS NO6690合金是一种含30%Cr的奥氏体型镍基耐蚀合金。它不仅在含氯化物溶液和氢氧化钠溶液中,具有比Inconel600、Inconel800、304
UNS NO6690合金是一种含30%Cr的奥氏体型镍基耐蚀合金。它不仅在含氯化物溶液和氢氧化钠溶液中,具有比Inconel600、Inconel800、304不锈钢优异的抗应力腐蚀开裂才干,还具有高的强度、杰出的冶金稳定性和优秀的加工特性。特别是在各种类型的高温水中, UNS NO6690合金闪现出了低的腐蚀速率和优异的应力腐蚀抗力。这些性能很适用于核废料处理设备,蒸汽发生器,耐硝酸部件。
UNS NO6690特性:UNS NO6690具有优秀的抗晶间腐蚀和抗晶间应力腐蚀开裂的才干,故UNS NO6690首要用于压水堆核电站蒸汽发生器传热管材料。UNS NO6690合金作为压水堆核电站蒸汽发生器传热管材料,
nconel690在不同国家标准中的商标表明分别为:
通称:inconel690, 我国 :62Ni-28Cr-10Fe, 美国:UNS N06690,

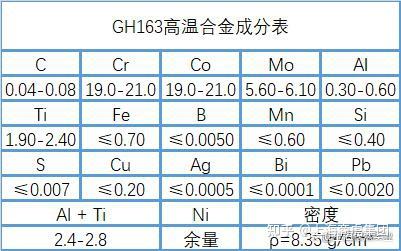
GH163概述
GH163是以镍-铬-钴为基,加铝、钛元素时效强化的板材合金,在800℃以下具有较高的屈服强度和蠕变强度,应变时效裂纹倾向性小,热疲惫功能好,并有满足的成形性和焊接性,该合金首要用作航空发动机燃烧室及加力燃烧室的零部件。可供给板材、棒材、锻件、环形件、管材和带材等。
GH163技术标准
WS9-7035—1996《GH163合金热轧和锻制棒材》
WS9-7035锻件一1996《GH163合金锻件》
WS9-7035环件《GH163合金轧环件》
WS9-7036—1996《GH163合金热轧板材,冷轧薄板和带材》
WS9-7037—1996《GH163合金冷拔轧无缝管》
WS9-7038—1996《GH163合金闪光焊接环形件型材》
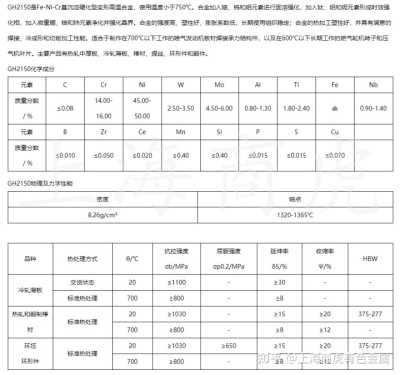
GH163化学成分
GH163热处理制度
1150℃±10℃,1.5-2.5h,(直径或等效截面≤8mm时为0.5h,板材按4 min/mm),水冷(板材、带材为空冷)+800℃±10℃,8h,空冷。
GH163种类与供给状况
合金可以各种规格的棒材、锻件、环件、热轧板、冷轧板、带材和管材供 应。热加工用棒材和锻坯,不经热处理交货;机加工用棒材、锻件、环件于固溶状况供给;板材和带材经固溶处理、酸洗、矫直及切边后供给;管材经固溶处理和酸洗后供给。
GH163熔炼与铸造工艺
合金采用下列5种工艺之一进行熔炼:
(1)感应熔炼;(2)感应熔炼加电渣重熔;(3)感应熔炼加真空电弧;(4)真空感应加真空电弧;(5)真空感应加电渣重熔。
GH163使用概况与特殊要求
该合金首要用作航空发动机主燃烧室和加力燃烧室的板材焊接结构件和承力件,如火焰筒、加力筒体以及装置边、装置座、管件等零件。可减轻发动机重量和延长使用寿命。
GH163工艺功能与要求
(1)加工工艺参数
钢锭锻造加热温度为1120℃±10℃,终锻温度不低于900℃,板坯及热轧 板轧制时的加热温度为1130℃±10℃,冷轧薄板的总压下量大于20%,中心淬火温度为1080℃±10℃。
(2)焊接功能
合金具有满足的焊接工艺功能,可采用点焊、缝焊和氩弧焊等办法焊接。焊前需固溶处理,焊后进行时效,时效后一般不再进行焊接,如需求焊接则在焊后要再经时效处理。
(3)零件热处理工艺
各种半成品(板、棒、带等)的固溶处理温度为1150℃±10℃,消除零件冷 加工应力的中心退火温度为1080℃±10℃。零件在固溶状况下进行焊接,焊后经800℃±10℃,8h时效处理。
(4)外表处理工艺
固溶处理和中心退火后的外表氧化皮用化学办法铲除。组合件在时效后一 般不铲除氧化皮。部件在时效处理后不允许用化学办法铲除氧化皮。
(5)切削加工与磨削功能
合金可满足地进行切削加工。
简介:
GH2150是以钨、钼等元素固溶强化和钛、铝、铌时效强化及微量碳、硼、锆、铈晶界强化的镍-铁-铬 基高温合金。其特点是强度高、塑性好、膨胀系数低,在750℃以下长期使用组织稳定;合金热加工塑性好,并具有满意的焊接、冷成形和切削加工性能。主要产品是冷轧薄板,也可供应棒材、环形件和锻件,适合于制作在700℃以下工作的喷气发动机板材焊接承力结构件和在600℃以下长期工作的燃气轮机转子和压气机叶片。
应用与特殊要求:
相似的合金在国外用于喷气发动机燃烧室外套和在600℃以下使用的涡轮叶片等零部件,并经过长期使用考验。我国已用该合金制造燃烧室外套等部件,并经过使用考验,适宜的工作温度不高于750℃,超过800℃使用时由于μ相析出及 γ’ 相长大,使合金力学性能下降。
材料技术标准:
GJB 3020—1997《航空用高温合金环坯规范》
HB 5499—1992《HGH150和HGH533合金冷拉焊丝》
HB 6570—1992《GH150合金棒材》
HB 6571—1992《GH150合金冷轧薄板》
HB 6572—1992《GH150合金圆饼、环坯和环形件》
热处理制度
冷轧薄板采用的热处理制度为:1040-1080℃,空冷+750℃,16h,空冷;曾采用过的热处理制度为:1120℃±20℃,空冷+800℃,8-16h,空冷。棒材和环形件检验试样的热处理制度为:1040-1060℃,空冷+750℃,16-24h,空冷。国外相似合金推荐在1000-1080℃进行固溶处理,随后在780 ℃和650℃进行两次时效处理。
表面的处理工艺:
零件热处理后的氧化皮,可用吹砂或酸洗方法清除。用酸洗清除氧化皮时,可采用复合碱酸洗工艺,也可用硫酸-硝酸-氢氟酸-水单一酸洗液。零件氩弧焊前的待焊表面,可用机械抛光清理或化学方法清洗,接触焊前待焊表面最好采用化学清洗。
成形性能与焊接性能:
合金的锻造和轧制工艺参数:钢锭锻造加热温度为1120℃±20℃,终锻温度髙于900℃。板坯热轧加热温度1100-1150℃,热轧板粗乳加热温度1130℃ ±20℃,精轧加热温度1100℃±20℃,热轧薄板半成品中间淬火温度1050-1100℃,冷轧总压下量约40%,冷轧成品板淬火温度1040-1080℃。
焊接性能合金具有满意的焊接工艺性能,可以采用氩弧焊、缝焊和点焊等方法进行焊接。氩弧焊时应注意加强保护,接触焊时应采用较大的焊接压力和较软的焊接规范,板材表面用化学清洗。合金于固溶状态焊接,焊后进行时效处理。
高温合金又叫热强合金。按基体组织材料可分为三类:铁基、镍基和铬基。按生产方式可分为变形高温合金和铸造高温合金。它是航空航天领域中不可或缺的原材。它是航天,航空制造发动机高温部分的关键材料。主要用于制造燃烧室,涡轮叶片,导向叶片,压气机与涡轮盘,涡轮机匣等部位。使用温度范围在600℃-1200℃,受力与环境条件随使用零件所在部分不同而异,对合金的力学,物理,化学性能有严格的要求,是发动机的性能,可靠性与寿命的决定性因素。因此高温合金是各发达国家航空航天,国防领域中的研究重点项目之一。