dispersed in glass printing methods2-7
第二章 复合材料增强体在复合材料中,粘结在基体内以改进其机械性能的高强度材料称为增强材料。增强材料有时也称作增强体、增强剂
第二章 复合材料增强体
在复合材料中,粘结在基体内以改进其机械性能的高强度材料称为增强材料。
增强材料有时也称作增强体、增强剂等。
增强材料共分为三类:
①
纤维及其织物 ②
颗粒或晶须 ③
板状
(一)纤维 如,植物纤维:棉花、麻类动物纤维:丝、毛 矿物纤维:石棉 天然纤维:强度较低
现代复合材料的增强材料:合成纤维
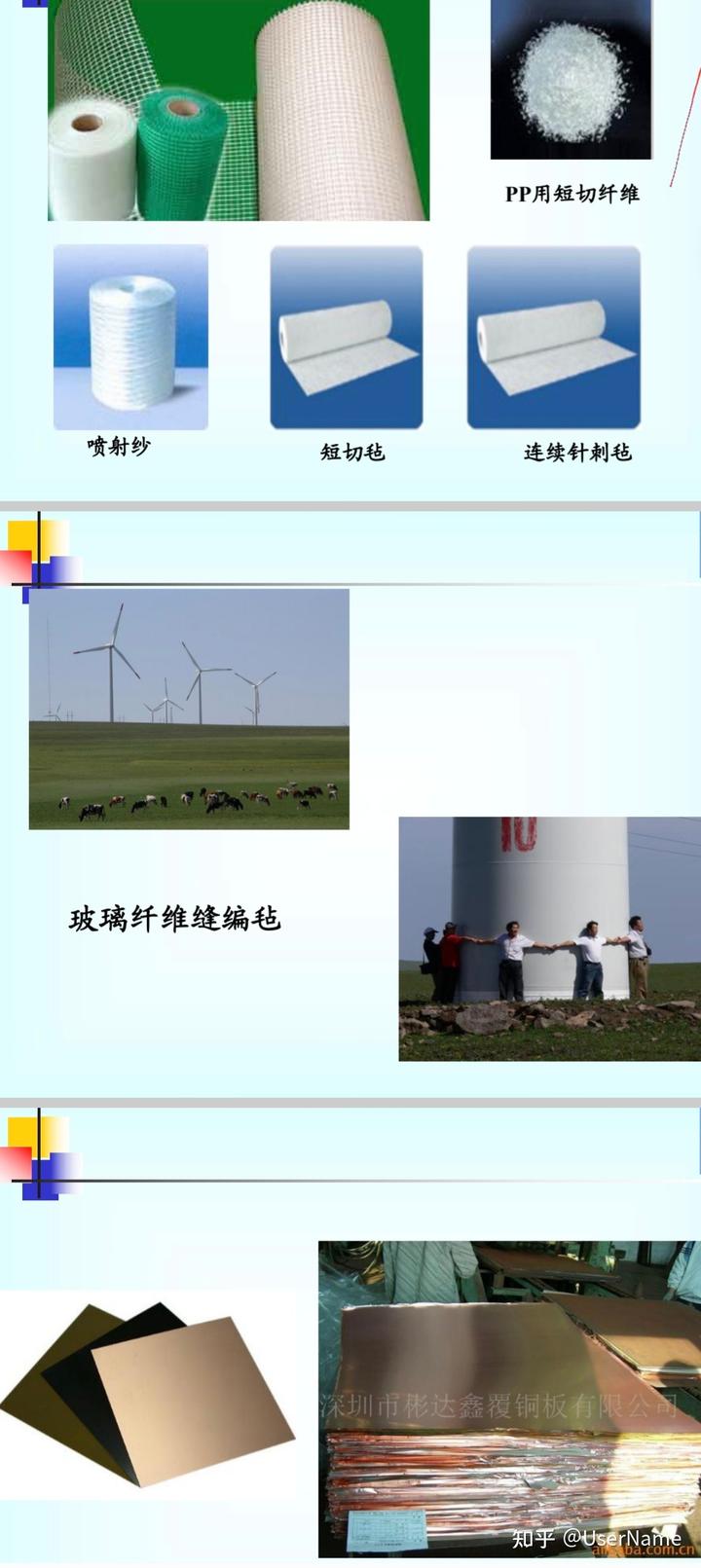
PP用短切纤维
喷射纱
短切毡
连续针刺毡
玻璃纤维缝编毡
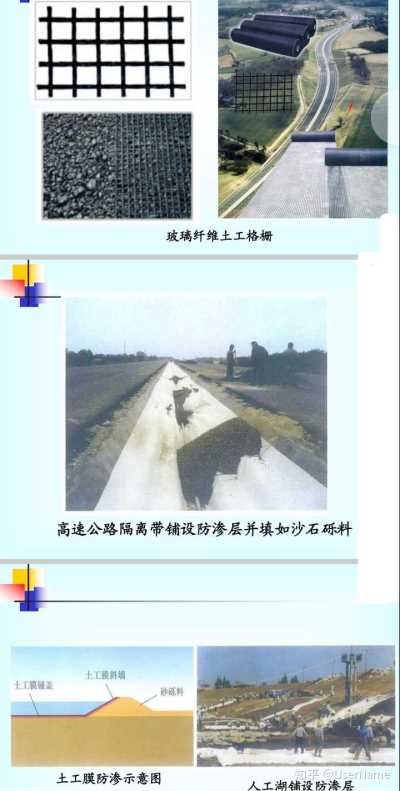
玻璃纤维土工格栅
高速公路隔离带铺设防渗层并填如沙石砾料
土工膜斜墙
土工膜铺盖
砂砾料
土工膜防渗示意图
人工湖铺设防渗层
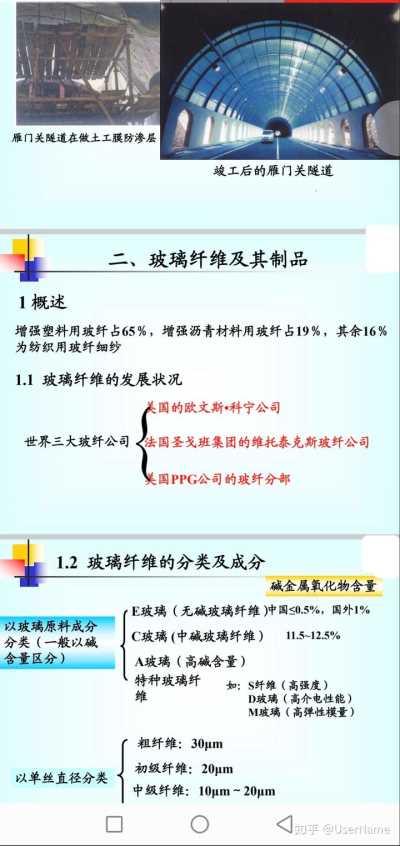
雁门关隧道在做土工膜防渗层
竣工后的雁门关隧道 二、玻璃纤维及其制品
1概述
增强塑料用玻纤占65%,增强沥青材料用玻纤占19%,其余16%为纺织用玻纤细纱
1.1 玻璃纤维的发展状况
美国的欧文斯·科宁公司
世界三大玻纤公司法国圣戈班集团的维托泰克斯玻纤公司
美国PPG公司的玻纤分部
1.2 玻璃纤维的分类及成分
碱金属氧化物含量
E玻璃(无碱玻璃纤维)中国≤0.5%,国外1%以玻璃原料成分
分类(一般以碱
C玻璃(中碱玻璃纤维)
11.5~12.5% 含量区分)
A玻璃(高碱含量) 特种玻璃纤
如:S纤维(高强度)维
D玻璃(高介电性能)
M玻璃(高弹性模量)粗纤维:30μm
初级纤维:20μm 以单丝直径分类
中级纤维:10μm~20μm
高级纤维:3μm~10μm(亦称纺织纤维)
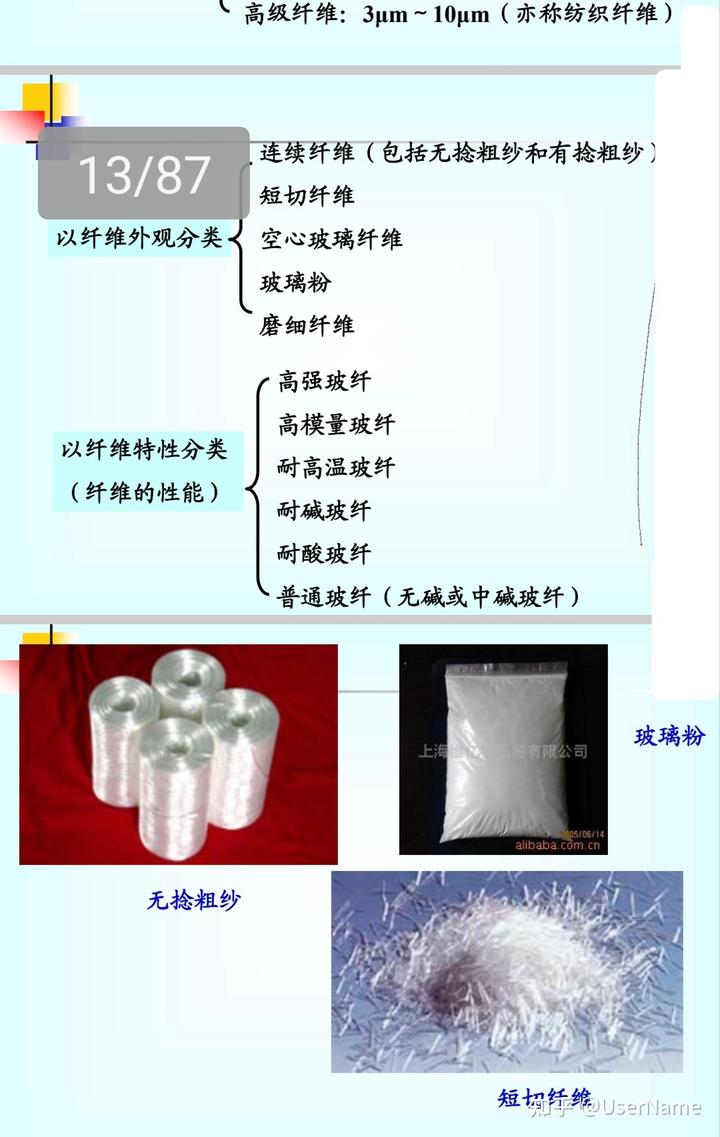
连续纤维(包括无捻粗纱和有捻粗纱)
13/87
短切纤维 以纤维外观分类
空心玻璃纤维 玻璃粉 磨细纤维 高强玻纤
高模量玻纤 以纤维特性分类
耐高温玻纤 (纤维的性能)
耐碱玻纤 耐酸玻纤
普通玻纤(无碱或中碱玻纤)
玻璃粉 上海
贸有限公司 2005/05/14
阿里1688 无捻粗纱
短切纤维
P:0/1玻璃纤维的结构写组成:0.0
Prs:5.28 Size:188.0 2.1 玻璃纤维的物态
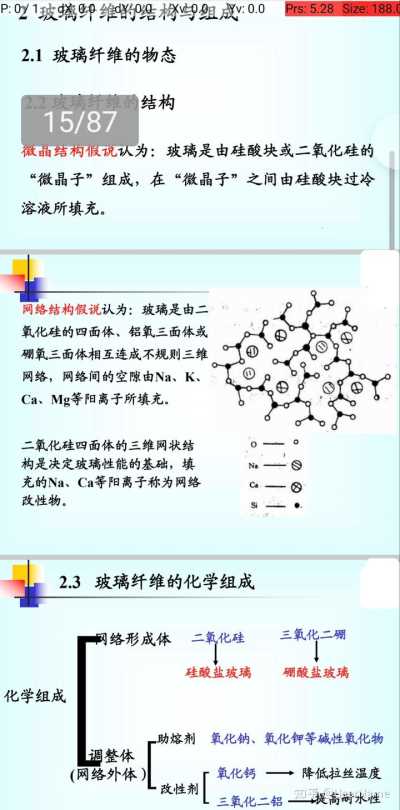
2.2玻璃纤维的结构15/87
微晶结构假说认为:玻璃是由硅酸块或二氧化硅的“微晶子”组成,在“微晶子”之间由硅酸块过冷溶液所填充。
网络结构假说认为:玻璃是由二氧化硅的四面体、铝氧三面体或硼氧三面体相互连成不规则三维网络,网络间的空隙由Na、K、Ca、Mg等阳离子所填充。
二氧化硅四面体的三维网状结构是决定玻璃性能的基础,填充的Na、Ca等阳离子称为网络改性物。
2.3 玻璃纤维的化学组成网络形成体
二氧化硅
三氧化二硼 -
- 硅酸盐玻璃
硼酸盐玻璃 化学组成
助熔剂
氧化钠、氧化钾等碱性氧化物调整体
(网络外体)
氧化钙→降低拉丝温度改性剂
三氧化二铝→提高耐水性
玻璃纤
国内外常用玻璃纤维的成分维种类
SiO2 Al2O3 CaO MgO ZrO2
B2O3
Na2O
K2O 无碱1#
54.1±0. 15.0±0. 16.5±0.
4.5±
9.0±
<0.5 7
5 5
0.5
0.5 无碱2#
54.5±0. 13.8±0. 16.2±0.
4.0±
9.0±
<2.0 5
0.5
0.5 无■5#
18/87
士 9.5± 4.2±
11.5±
<0.5 0.5
0.5
0.5 0.5
中碱 66.8
4.7 8.5 4.2
3
12 B17
53.5 16.3 17.3 4.4
8
0~3 E
C
65.0
4 14 3
6
8 S
64.3 25.0 10.3
0.3 G-20
71.0
1.0
16.0
2.49 A
72.0 0.6 10 2.5
14.2
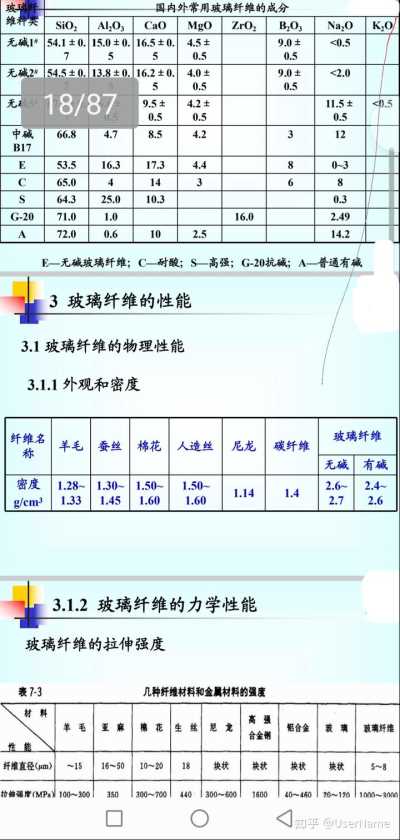
E—无碱玻璃纤维;C—耐酸;S—高强;G—20抗碱;A—普通有碱3 玻璃纤维的性能
3.1玻璃纤维的物理性能
3.1.1外观和密度
玻璃纤维 纤维名
羊毛 蚕丝 棉花
人造丝
尼龙
碳纤维 称
无碱
有碱 密度
1.28~ 1.30~ 1.50~ 1.50~
1.14
1.4
2.6~
2.4~ g/cm3
1.33 1.45 1.60 1.60
2.7
2.6 3.1.2 玻璃纤维的力学性能
玻璃纤维的拉伸强度 表7-3
几种纤维材料和金属材料的强度材料
高强 羊毛
亚麻 棉花 生丝 尼龙
铝合金 玻璃
玻璃纤维 合金钢
性能 纤维直径(μm)
~15 16~50 10~20 18 块状 块状 块状 块状
5~8 拉伸强度(MPa)
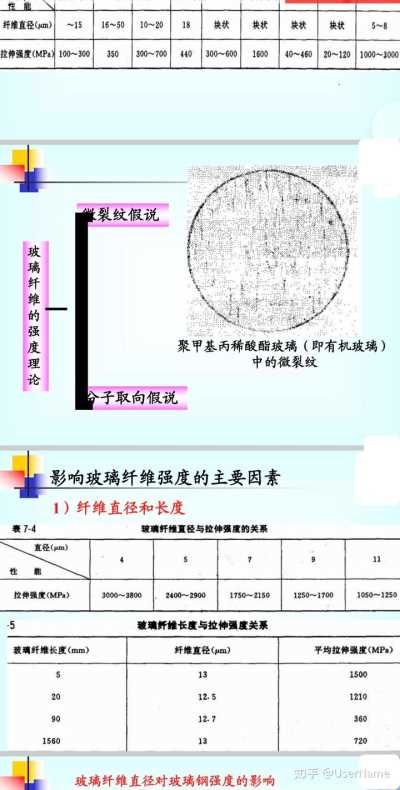
100~300 350 300~700 440 300~600 1600 40~460 20~120 1000~3000
性能 纤维直径(μm)
~15 16~50 10~20 18 块状 块状 块状 块状
5~8 拉伸强度(MPa)
100~300 350 300~700 440 300~600 1600 40~460 20~120
1000~3000 微裂纹假说
聚甲基丙稀酸酯玻璃(即有机玻璃)
中的微裂纹
分子取向假说
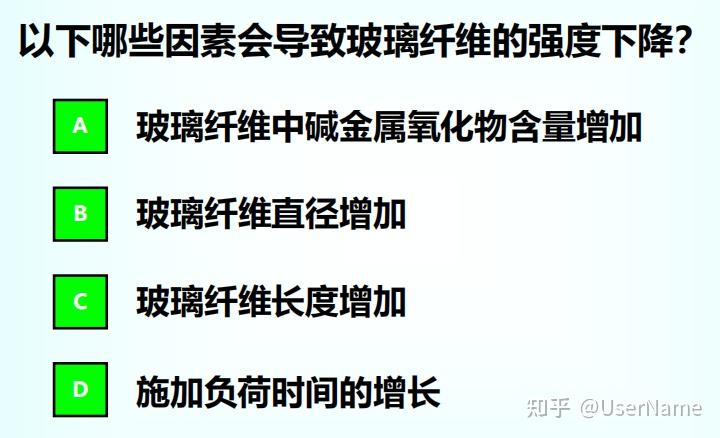
影响玻璃纤维强度的主要因素1)纤维直径和长度
表7-4
玻璃纤维直径与拉伸强度的关系直径(μm)
5
9
11 性
能 拉伸强度(MPa)
3000~3800
2400~2900
1750~2150
1250~1700
1050~1250 -5
玻璃纤维长度与拉伸强度关系玻璃纤维长度(mm)
纤维直径(μm)
平均拉伸强度(MPa)5
13
1500 20
12.5
1210 90
12.7
360 1560
13
720 玻璃纤维直径对玻璃钢强度的影响
玻璃纤维的强度理论
-5
玻璃纤维长度与拉伸强度关系玻璃纤维长度(mm)
纤维直径(μm)
平均拉伸强度(MPa)5
13
1500 20
12.5
1210 12.7
360 23/87
1560
13
720 玻璃纤维直径对玻璃钢强度的影响
单丝直径,
树脂含量,
玻璃钢的极限强度,MPaμm
%
抗拉 抗压
抗弯 5~7
20~25
480 400
700 12~14
470 400
730 -
16~17
25~30
420
375
730 32~35
580 470
670 大量的试验表明:
玻璃钢的强度不随所用纤维直径的加粗而显著降低
2)化学组成对强度的影响
玻璃纤维
纤维直径
拉伸强度 /μm
/MPa 无碱
5.01
2000 有碱
4.7
1600 含碱量越高
→纤维的强度越低 纤维的
对强度影响巨大。如下表所示:
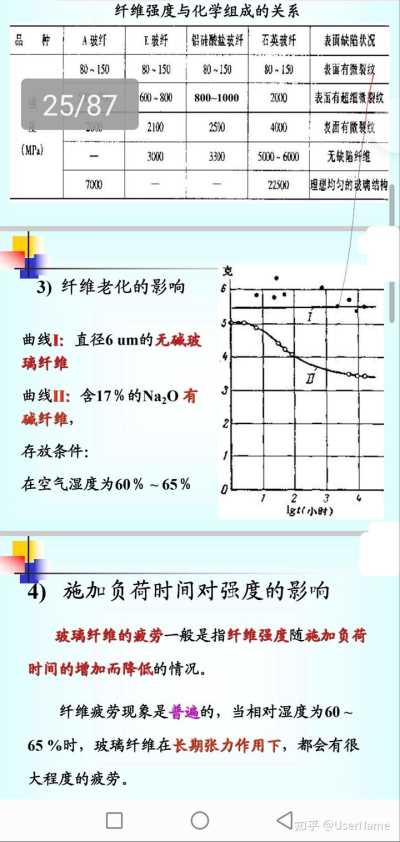
纤维强度与化学组成的关系
品
A玻纤 E玻纤
铝硅酸盐玻纤
石英玻纤
表面缺陷状况 詳
80~150
80~150 80~150
80~150
表面有微裂纹 600~800
800~1000
2000
表面有超细微裂纹 25/87
2000 2100 2500 4000
表面有微裂纹 (MPa)
3000 3300
5000~6000
无缺陷纤维 -
一
一 7000
22500
理想均匀的玻璃结构 克
3)纤维老化的影响
曲线I:直径6um的无碱玻璃纤维
曲线II:含17%的Na2O有
曰 碱纤维,
存放条件:
在空气湿度为60%~65%
0 / 2 3
4
lgt(小时) 4)施加负荷时间对强度的影响
玻璃纤维的疲劳一般是指纤维强度随施加负荷时间的增加而降低的情况。
纤维疲劳现象是普遍的,当相对湿度为60~65%时,玻璃纤维在长期张力作用下,都会有很大程度的疲劳。
强度
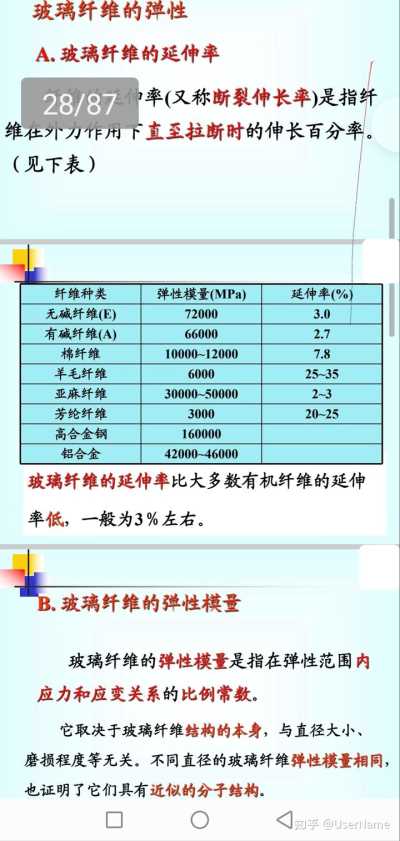
玻璃纤维的弹性
A.玻璃纤维的延伸率
28/87仲率(又称断裂伸长率)是指纤维在外力作用下直至拉断时的伸长百分率。(见下表)
纤维种类
弹性模量(MPa)
延伸率(%) 无碱纤维(E)
72000
3.0 有碱纤维(A)
66000
2.7 棉纤维
10000~12000
7.8 羊毛纤维
6000
25~35 亚麻纤维
30000~50000
2~3 芳纶纤维
3000
20~25 高合金钢
160000 铝合金
42000~46000
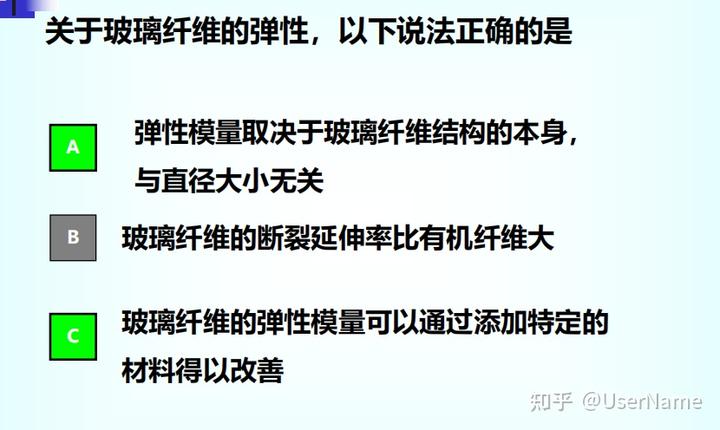
玻璃纤维的延伸率比大多数有机纤维的延伸率低,一般为3%左右。
B.玻璃纤维的弹性模量
玻璃纤维的弹性模量是指在弹性范围内应力和应变关系的比例常数。
它取决于玻璃纤维结构的本身,与直径大小、磨损程度等无关。不同直径的玻璃纤维弹性模量相同,也证明了它们具有近似的分子结构。
□
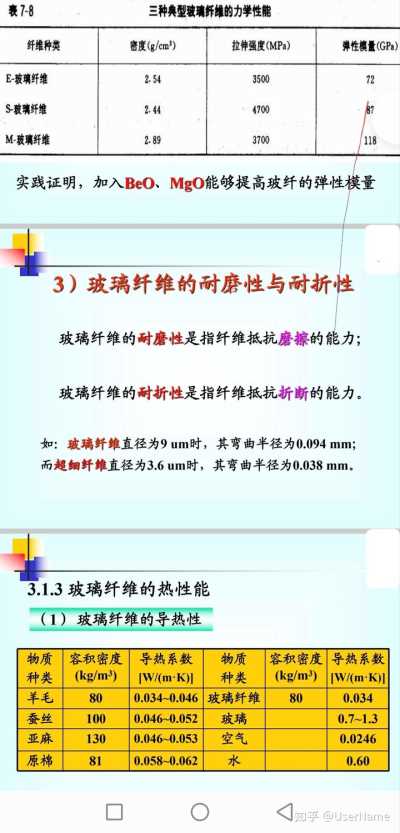
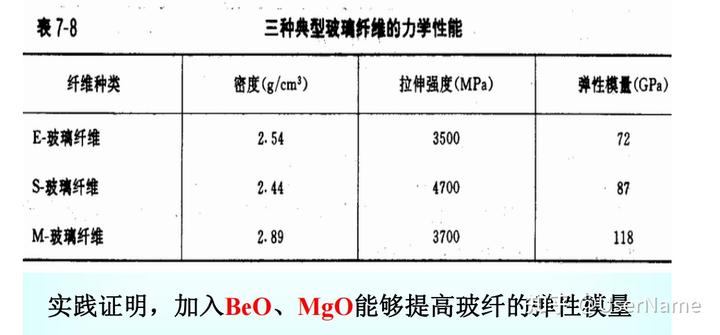
表7-8
三种典型玻璃纤维的力学性能纤维种类
密度(g/cm3)
拉伸强度(MPa)
弹性模量(GPa) E-玻璃纤维
2.54
3500
72 S-玻璃纤维
2.44
4700
87 M-玻璃纤维
2.89
3700
118 实践证明,加入BeO、MgO能够提高玻纤的弹性模量
3)玻璃纤维的耐磨性与耐折性
玻璃纤维的耐磨性是指纤维抵抗磨擦的能力;
玻璃纤维的耐折性是指纤维抵抗折断的能力。如:玻璃纤维直径为9um时,其弯曲半径为0.094mm;
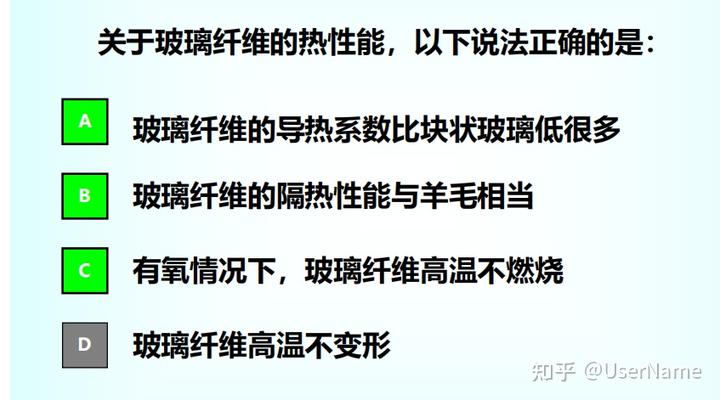
而超细纤维直径为3.6um时,其弯曲半径为0.038mm。3.1.3玻璃纤维的热性能
(1)玻璃纤维的导热性物质
容积密度
导热系数
物质
容积密度
导热系数 种类
(kg/m3)
[W/(m·K)]
种类
(kg/m3)
[W/(m·K)] 羊毛
80
0.034~0.046
玻璃纤维
80
0.034 蚕丝
100
0.046~0.052
玻璃
0.7~1.3 亚麻
130
0.046~0.053
空气
0.0246 原棉
81
0.058~0.062
水
0.60
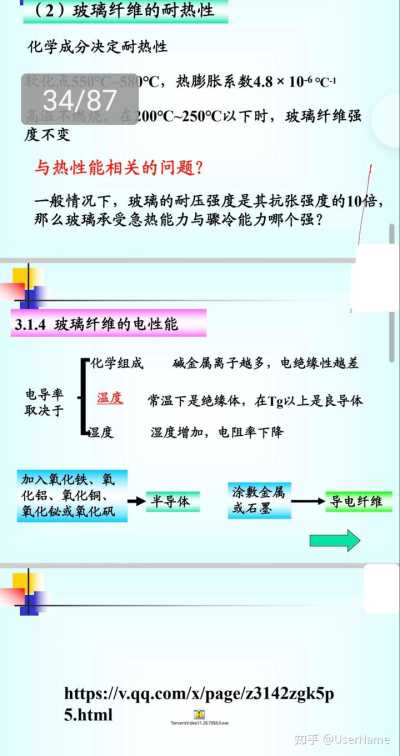
(2)玻璃纤维的耐热性
化学成分决定耐热性
软化点550℃C~580℃C,热膨胀系数4.8x10—6°C—134/87
高温不燃烧。在200℃~250℃以下时,玻璃纤维强度不变
与热性能相关的问题?
一般情况下,玻璃的耐压强度是其抗张强度的10倍,那么玻璃承受急热能力与骤冷能力哪个强?
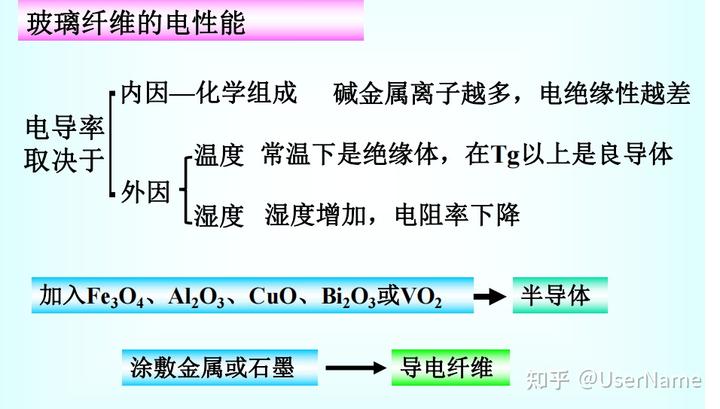
3.1.4 玻璃纤维的电性能
化学组成
碱金属离子越多,电绝缘性越差电导率
温度
常温下是绝缘体,在Tg以上是良导体取决于
湿度
湿度增加,电阻率下降加入氧化铁、氧
化铝、氧化铜、
半导体
涂敷金属
导电纤维 氧化铋或氧化矾
或石墨
那条视频不见了-腾讯视频 5.html
TencentVideo11.28.7058.0.exe
玻璃高温导电现象
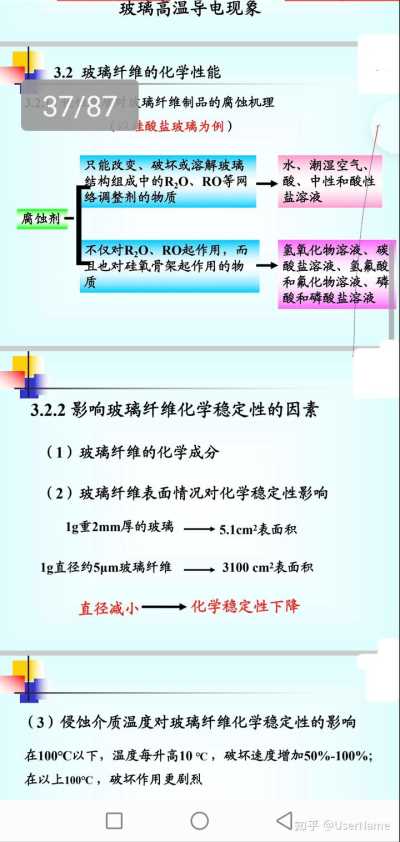
3.2 玻璃纤维的化学性能3.2.
37/87对玻璃纤维制品的腐蚀机理
(以硅酸盐玻璃为例)
只能改变、破坏或溶解玻璃
水、潮湿空气、 结构组成中的R2O、RO等网→酸、中性和酸性络调整剂的物质
盐溶液 腐蚀剂-
不仅对R2O、RO起作用,而
氢氧化物溶液、碳 且也对硅氧骨架起作用的物→酸盐溶液、氢氟酸质
和氟化物溶液、磷
酸和磷酸盐溶液 3.2.2影响玻璃纤维化学稳定性的因素
(1)玻璃纤维的化学成分
(2)玻璃纤维表面情况对化学稳定性影响1g重2mm厚的玻璃→5.1cm表面积
1g直径约5μm玻璃纤维→3100c㎡2表面积直径减小
→
化学稳定性下降
(3)侵蚀介质温度对玻璃纤维化学稳定性的影响在100℃以下,温度每升高10℃,破坏速度增加50%—100%;在以上100℃,破坏作用更剧烈
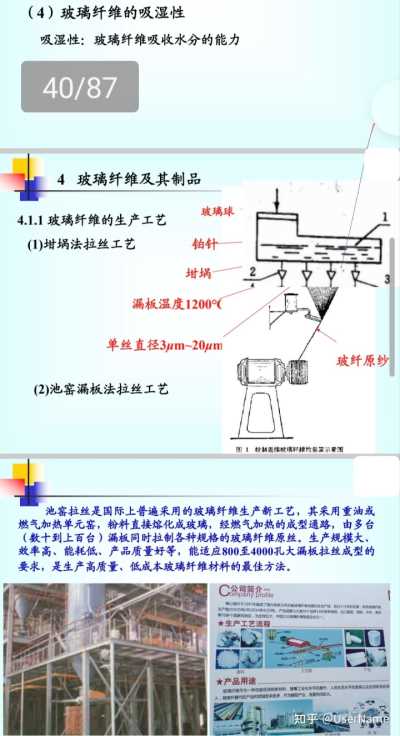
(4)玻璃纤维的吸湿性
吸湿性:玻璃纤维吸收水分的能力40/87
4 玻璃纤维及其制品
玻璃球 4.1.1玻璃纤维的生产工艺
(1)坩埚法拉丝工艺
铂针 坩埚
2 9
3 漏板温度1200°
单丝直径3μm~20μm
玻纤原纱 (2)池窑漏板法拉丝工艺
图1 拉制連续玻璃纤維的装置示意图
池窑拉丝是国际上普遍采用的玻璃纤维生产新工艺,其采用重油或燃气加热单元窑,粉料直接熔化成玻璃,经燃气加热的成型通路,由多台(数十到上百台)漏板同时拉制各种规格的玻璃纤维原丝。生产规模大、效率高、能耗低、产品质量好等,能适应800至4000孔大漏板拉丝成型的要求,是生产高质量、低成本玻璃纤维材料的最佳方法。
公司简介” Jompany profile
泰山玻纤于1997年建成了国内首条万吨无碱玻璃纤维池窑拉丝生产线,经过几年的发展,现有玻璃纤维生产能力50万吨/年(2014年42万吨),产品通盖七大类59个品种1300多种规格,出口美国、西欧、中、南菲等70多个国家和地区,为全球五大,中国三大玻璃纤维制造企业之。
★生产工艺流程 原料
工艺图
产品 ★产品用途
玻璃纤维作为一种性能优异的新材料,随着工业化水平的提升、人民生活水平的提高以及应用研发的深入,被玻纤替代的产品和领域愈来愈多,作为朝阳产业,发展空间巨大,
42/87
晋江百宏聚纤:PET纤维(涤纶)漏板拉丝成型
玻璃纤维原丝及玻纤土工网生产
45/87
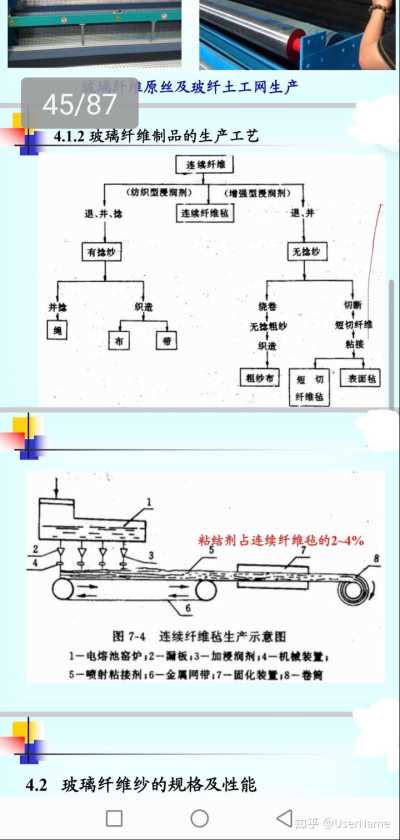
4.1.2玻璃纤维制品的生产工艺
连续纤维 (纺织型浸润剂)
(增强型浸润剂) 退、并、捻
连续纤维毡
退、并 有捻纱
无捻纱 并捻
织造
绕卷
切断 无捻粗纱
短切纤维 布
带
织造
粘接 粗纱布
短切 表面毡
纤维毡
粘结剂占连续纤维毡的2~4%图7—4 连续纤维毡生产示意图
1—电熔池窑炉;2—漏板;3—加浸润剂;4—机械装置;
5—喷射粘接剂;6—金属网带;7—固化装置;8—卷筒4.2 玻璃纤维纱的规格及性能
无捻纱
用增强浸润剂,由原纱直接并玻璃纤
股、络纱制成 维纱
有捻纱
多用纺织型浸润剂,原纱经过退48/87
绕、加捻、并股、络纱而制成。纤维支数表示方法:
1)定质量法
是用质量为1g的原纱的长度来表示,即:
纤维长度(通常用100m测量)纤维支数
纤维质量(100m原纱克质量数)2)定长法
1000m长原纱的克质量
目前国际上统一使用的方法,通称“Tex”(公制号数)。
如:4“Tex表示1000m原纱质量4g
捻度
单位长度内纤维与纤维之间所加的转数,以捻/m为单位
Z捻(左捻),顺时针方向加捻;S捻(右捻),逆时针方向加捻。
作业
1.为什么玻璃纤维的拉伸强度比同成分的块状玻璃高?
2.影响玻璃纤维强度的因素有哪些?如何影响?解释原因。
4.3玻璃纤维及玻璃纤维制品1)无捻粗纱
无捻粗纱是由平行原 丝或平行单丝集束而成。无捻粗纱是加工方格布、网格布的基本原料,是玻璃钢基材最基本的原材料。
种类
喷射用无捻粗纱,缠绕型无捻粗纱,拉挤用无捻粗纱及织造用无捻粗纱等,用途十分广泛。
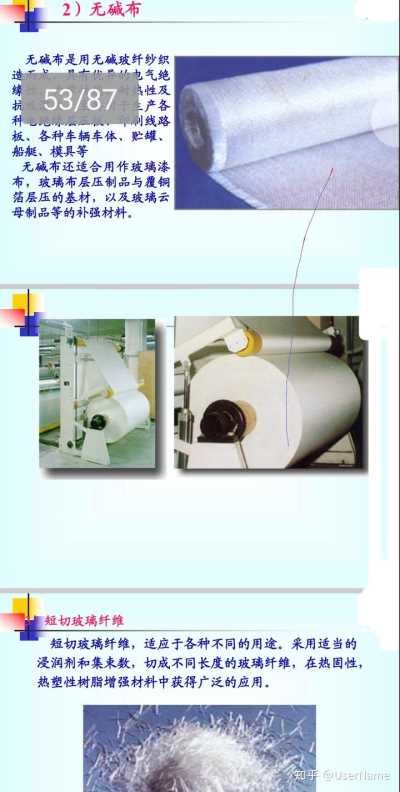
2)无碱布
无碱布是用无碱玻纤纱织造而成,具有优异的电气绝缘性、
耐热性及 抗吸
53/87
于生产各 种电绝缘层压板、印刷线路板、各种车辆车体、贮罐、船艇、模具等
无碱布还适合用作玻璃漆布,玻璃布层压制品与覆铜箔层压的基材,以及玻璃云母制品等的补强材料。
短切玻璃纤维
短切玻璃纤维,适应于各种不同的用途。采用适当的浸润剂和集束数,切成不同长度的玻璃纤维,在热固性,热塑性树脂增强材料中获得广泛的应用。
55/87
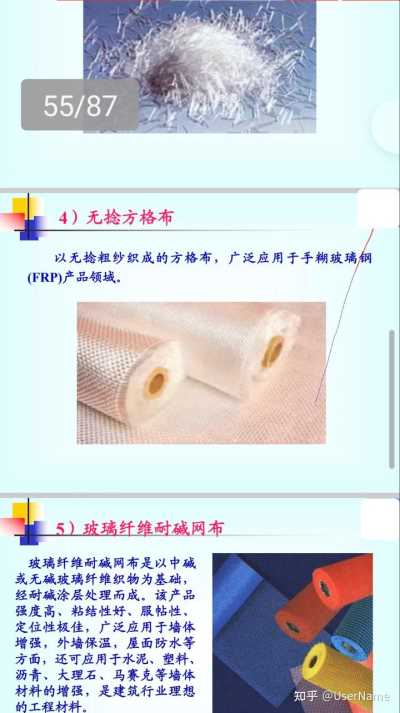
4)无捻方格布
以无捻粗纱织成的方格布,广泛应用于手糊玻璃钢(FRP)产品领域。
5)玻璃纤维耐碱网布玻璃纤维耐碱网布是以中碱
或无碱玻璃纤维织物为基础,经耐碱涂层处理而成。该产品强度高、粘结性好、服帖性、定位性极佳,广泛应用于墙体增强,外墙保温,屋面防水等方面,还可应用于水泥、塑料、沥青、大理石、马赛克等墙体材料的增强,是建筑行业理想的工程材料。
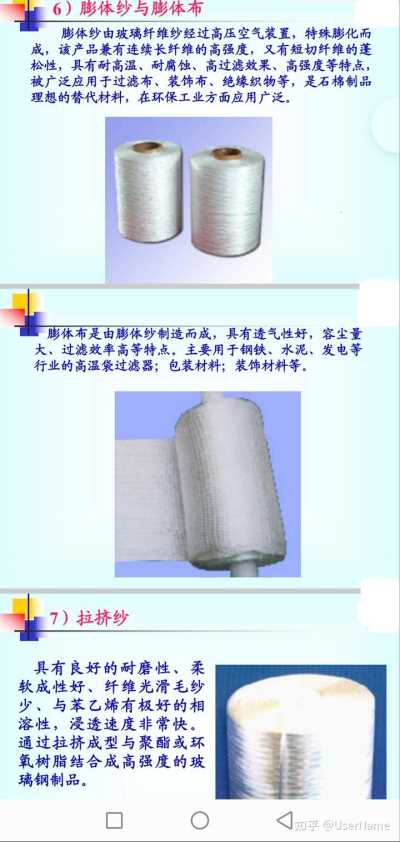
6)膨体纱与膨体布
膨体纱由玻璃纤维纱经过高压空气装置,特殊膨化而成,该产品兼有连续长纤维的高强度,又有短切纤维的蓬松性,具有耐高温、耐腐蚀、高过滤效果、高强度等特点,被广泛应用于过滤布、装饰布、绝缘织物等,是石棉制品理想的替代材料,在环保工业方面应用广泛。
膨体布是由膨体纱制造而成,具有透气性好,容尘量大、过滤效率高等特点。主要用于钢铁、水泥、发电等行业的高温袋过滤器;包装材料;装饰材料等。
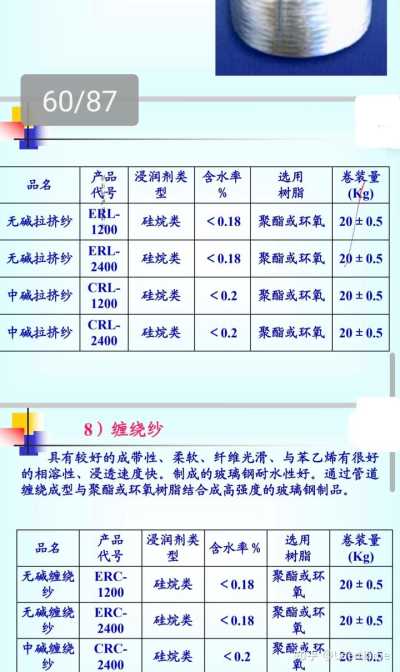
7)拉挤纱
具有良好的耐磨性、柔软成性好、纤维光滑毛纱少、与苯乙烯有极好的相溶性,浸透速度非常快。通过拉挤成型与聚酯或环氧树脂结合成高强度的玻璃钢制品。
产品
浸润剂类 含水率
选用
卷装量 品名
代号 型
树脂
(Kg) %
ERL-
20±0.5 无碱拉挤纱
硅烷类 <0.18
聚酯或环氧 1200
ERL-
20±0.5 无碱拉挤纱
硅烷类 <0.18
聚酯或环氧 2400
CRL- 中碱拉挤纱
硅烷类
<0.2
聚酯或环氧
20±0.5 1200
中碱拉挤纱
CRL- 硅烷类
<0.2
聚酯或环氧
20±0.5 2400
8)缠绕纱
具有较好的成带性、柔软、纤维光滑、与苯乙烯有很好的相溶性、浸透速度快。制成的玻璃钢耐水性好。通过管道缠绕成型与聚酯或环氧树脂结合成高强度的玻璃钢制品。
产品
浸润剂类 含水率%
选用
卷装量 品名
型
树脂
(Kg) 代号
无碱缠绕
ERC-
聚酯或环 1200
硅烷类 <0.18
氧
20±0.5 纱
无碱缠绕
ERC-
聚酯或环 硅烷类
<0.18
氧
20±0.5 纱
2400 中碱缠绕
CRC- 硅烷类
<0.2
聚酯或环
20±0.5 纱
2400
氧
具有较好的短切性能、
无静电、与苯乙烯有良好的相溶性、浸透速度较快。
与聚酯或 63/87
成高强度的 玻璃钢制品。
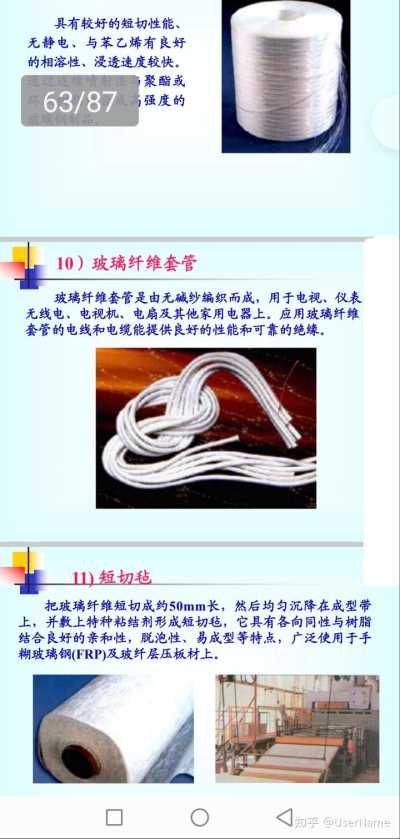
10)玻璃纤维套管
玻璃纤维套管是由无碱纱编织而成,用于电视、仪表无线电、电视机、电扇及其他家用电器上。应用玻璃纤维套管的电线和电缆能提供良好的性能和可靠的绝缘。
11)短切毡
把玻璃纤维短切成约50mm长,然后均匀沉降在成型带上,并敷上特种粘结剂形成短切毡,它具有各向同性与树脂结合良好的亲和性,脱泡性、易成型等特点,广泛使用于手糊玻璃钢(FRP)及玻纤层压板材上。
12)连续原丝毡
连续原丝毡是新型玻纤无纺增强材料,广泛用于高质量玻璃钢的模压和拉挤成型工艺。该技术以玻璃纤维原丝为原料,经机械铺叠制成高强度无纺毡,产品规格为225~900克/平方米
66/87
13)玻璃纤维方格布
玻璃纤维方格布具有高强、耐腐、绝缘等特点。是制造玻璃钢制品基布。广泛应用于仪表、无线电贮槽建筑构件、制造游艇、汽车车体、透明玻璃钢及手糊玻璃钢工艺上。
14)无碱纤维带
无碱玻璃纤维带是电机及电器的良好的包扎绝缘材料,也是玻璃钢(FRP)用基材。
68/87
7.5 玻璃纤维的表面处理单丝处理
单丝处理剂亦称浸润剂玻纤的表
面处理
纤维和织物的表
其处理剂亦称中 面处理
间粘合剂 7.5.1浸润剂
粘结作用 浸润剂的作用
保护作用 7.5.1.2浸润剂的种类
(1)纺织型浸润剂 淀粉浸润剂
费用低、成膜好、容易除掉,应用广泛纺织型浸润剂
石蜡乳剂
润滑性、集束性好 (2)增强型浸润剂
中间粘合剂(偶联剂)增强型浸润剂
润滑剂
乳化剂
414型(与酚醛、环氧粘合强)
7001型(与聚酯粘合力强)
7.5.2 玻璃纤维表面处理剂
J
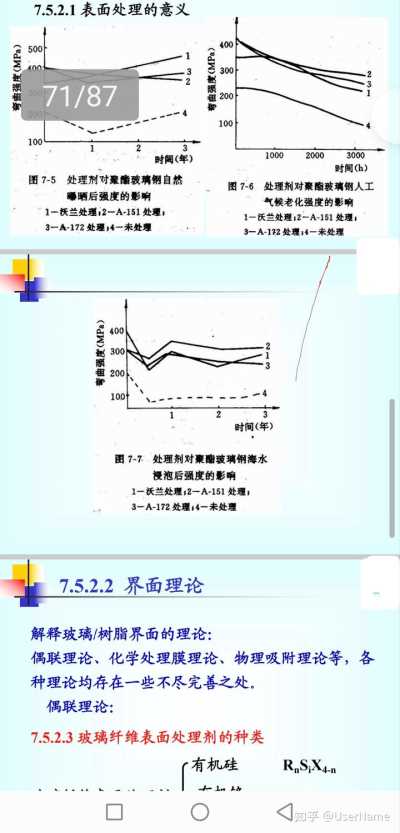
7.5.2.1表面处理的意义
400 500
300 71/87
曲强
200 200
弯
100 100
1 2
1000 2000
3000 时间(年)
时间(h) 图7—5 处理剂对聚酯玻璃钢自然
图7—6 处理剂对聚酯玻璃钢人工曝晒后强度的影响
气候老化强度的影响 1—沃兰处理;2—A—151处理;
1—沃兰处理;2—A—151处理;3—A—172处理;4—未处理
3—A—172处理;4—未处理400
300
1
3 200
100
1 2
时间(年) 图7—7. 处理剂对聚酯玻璃钢海水
浸泡后强度的影响 1—沃兰处理;2—A—151处理;
3—A—172处理;4—未处理7.5.2.2 界面理论
解释玻璃/树脂界面的理论:
偶联理论、化学处理膜理论、物理吸附理论等,各种理论均存在一些不尽完善之处。
偶联理论:
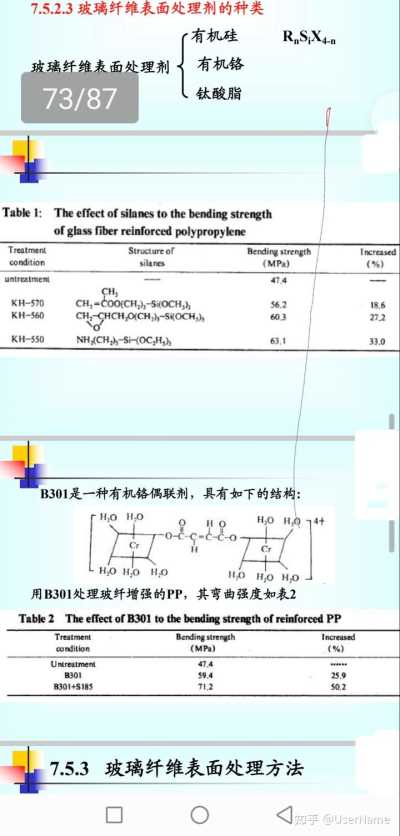
7.5.2.3玻璃纤维表面处理剂的种类
有机硅
RnS;X4-n 度(MPa)
弯曲强度(MPa) 弯曲强度(MPa)
7.5.2.3玻璃纤维表面处理剂的种类
有机硅
RnS;X4-n 玻璃纤维表面处理剂
有机铬 73/87
钛酸脂
Table 1:The effect of silanes to the bending strength
of glass fiber reinforced polypropylene Treatment
Structure of
Bending strength
Increased condition
silanes
(MPa)
(%) untreatment
47.4
-- CH,
KH-570
CH2=COO(CH2),-Si(OCH,),
56.2
18.6 KH-560
CH2-CHCH2O(CH2),-Si(OCH3)3
60.3
27.2 KH-550
NH2(CH2)-Si-(OC2H3)3
63.1
33.0 B301是一种有机铬偶联剂,具有如下的结构:
H2O
H,O H2O 4+ HO
C-C-O
0 H2O HO H2O
H,O H,O H2O 用B301处理玻纤增强的PP,其弯曲强度如表2
Table 2 The effect of B301 to the bending strength of reinforced PP Treatment
Bending strength
Increased condition
(MPa)
(%) Untreatment
47.4
....·· B301
59.4
25.9 B301+S185
71.2
50.2 7.5.3 玻璃纤维表面处理方法
后处理法、前处理法和迁移法
7.5.3.1后处理法
国内76/87 一种方法,所以又叫普通处理法。此法分两步进行:
首先除去玻璃纤维表面的纺织型浸润剂,
然后经处理剂溶液浸渍、水洗、烘干等工艺,使玻璃纤维表面被覆上一层处理剂。
7.5.3.2 前处理法
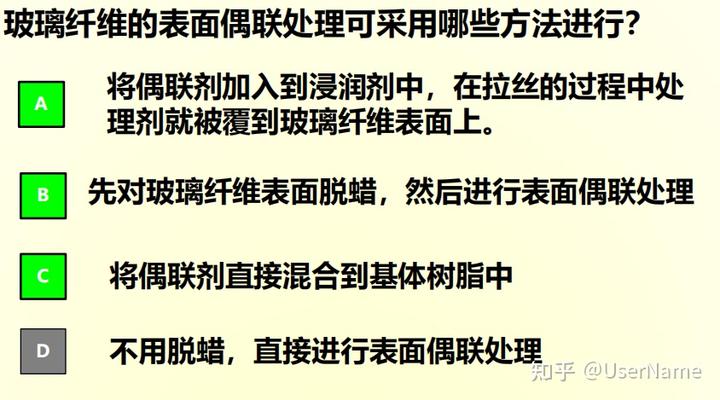
将化学处理剂加入到浸润剂中,即为增强型浸润剂,这样,在拉丝的过程中处理剂就被覆到玻璃纤维表面上。用这种被覆了增强型浸润剂的纤维织成的布叫做前处理布。这种玻璃纤维及织物制作玻璃钢时可直接使用。
7.5.3.3 迁移法
即将化学处理剂直接加入到树脂胶液中进行整体渗合,在浸胶的同时将处理剂施于玻璃纤维上,借处理剂从树脂胶液至纤维表面的“迁移”作用而与纤维表面发生作用,从而在树脂固化过程中产生偶联作用。此法也叫潜处理法。
作业
1.为何玻璃纤维要使用浸润剂?
2.玻璃纤维表面处理方法有哪些?各有什么特点。
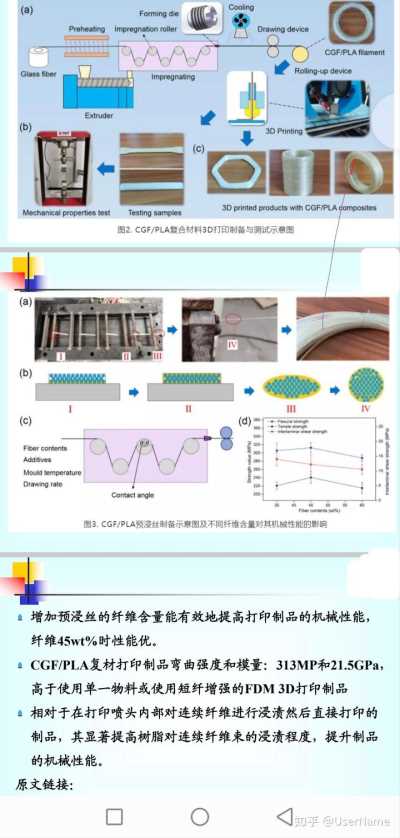
玻纤聚合物复合材料制备新工艺北化大贾明印副教授《Thin-Walled Structures》:3D打印连 续玻璃纤维增强聚乳酸复合材料
3D打印技术,是一种无需复杂模具和频繁人工操作的快速成型技术,目前广泛采用的熔融沉积成型(FDM)3D打印技术,多使用纯树脂或短纤增强树脂为打印原材料
熔融浸渍法制备高纤维含量(45wt%以上)的连续玻璃纤维增强聚乳酸(CGF/PLA)预浸丝,将其作为打印耗材。
连续纤维增强热塑性3D打印丝材制备设备
使用自行设计的熔融浸渍设备,对连续玻璃纤维束进行充分浸渍并制备成1mm直径的预浸丝,将其作为打印耗材用于自行改装的FDM3D打印机。
Cooling
(a)
Forming die Preheating
Impregnation roller
Drawing device
CGF/PLA filament
Rolling-up device Glass fiber
Impregnating Extruder
(b)
3D Printing KTur
(c)
OΓ
3D printed products with CGF/PLA composites Mechanical properties test
Testing samples
图2.CGF/PLA复合材料3D打印制备与测试示意图(a)
(b)
II
IV I
(c)
(d)
→-Flexural strength Tensle strength Intertaminar shear strength
2
20 Fiber contents
15 Additives
10 Mould temperature
Drawing rate
Contact angle
35 40 45 50 55
60
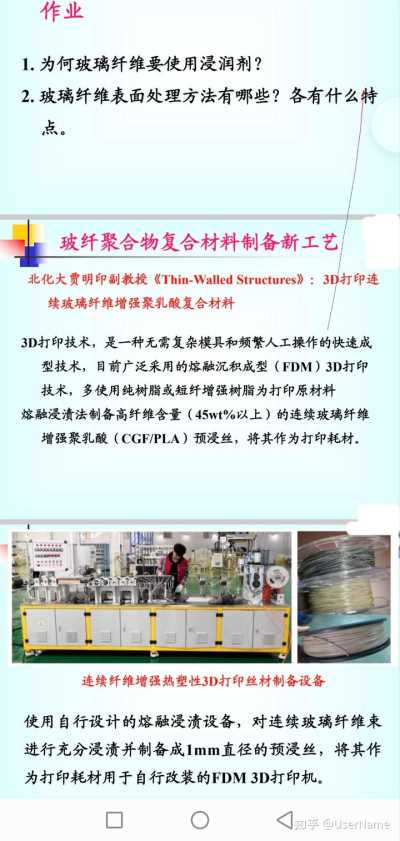
Fiber contents(wt%) 图3.CGF/PLA预浸丝制备示意图及不同纤维含量对其机械性能的影响
增加预浸丝的纤维含量能有效地提高打印制品的机械性能,
纤维45wt%时性能优。
CGF/PLA复材打印制品弯曲强度和模量:313MP和21.5GPa,
高于使用单一物料或使用短纤增强的FDM3D打印制品
相对于在打印喷头内部对连续纤维进行浸渍然后直接打印的
制品,其显著提高树脂对连续纤维束的浸渍程度,提升制品的机械性能。
原文链接:
Intertaminar shear strength (M(Pa) ww湘33澍湖猢280
Strength value(MPa)
Bad Request - ScienceDirect 1877
浙大谢涛课题组Nat.Commun.:三维折纸透明玻璃Yang Xu,Ye Li,Ning Zheng,Qian Zhao,Tao Xie,Nat.Commun.2021,12, 4261, https://doi.org/10.1038/s41467-021-24559-x
折纸技艺是一类富有潜力的工程技术,但往往只能应用在软
质可变形的材料上。玻璃材料具有优良的物理化学性能(如光学透明度高、硬度大、耐物理/化学腐蚀等),因此应用非常广泛。具有复杂三维形状的玻璃生产附加值高,但相较于聚合物和金属,其加工手段有限。传统玻璃制备工艺一般需要高温熔融或化学刻蚀。
受折纸技术的启发,谢涛教授团队制备了纳米二氧化硅—动态共价聚合物复合薄膜。复合材料要满足以下两个要求:
第一,复合薄膜需要保持经过折纸技术变形后的形状,在后续的高温热解和烧结过程中也不能发生变形;
第二,复合薄膜能像纸一样具有可折叠的能力,以便进行后续变形。解决方案:
1.利用空穴效应—动态键交换的物理—化学协同塑化机理来固定薄膜的三维形状。物理塑化:在外力作用下,无机颗粒—聚合物复合材料往往会发生颗粒—基体表面解吸附并产生空穴,从而固定形状。固定率较低,但可以在常温条件下直接成型。
化学塑化:聚合物基体中的动态共价键可以在特定条件下(如高温)被激活并交换,从而固定形状。要在高温条件下(130°C)进行酯键交换并成型,但是其形状固定率较高。
Curing
Shaping
Pyrolysis
Sintering Force
Force Heat
Curing
Shaping
Pyrolysis
Sintering Force
Force
Heat Physical plasticity
Original state
Chemical plasticity Silica filler
X 요。
Polymer chain -OH
e
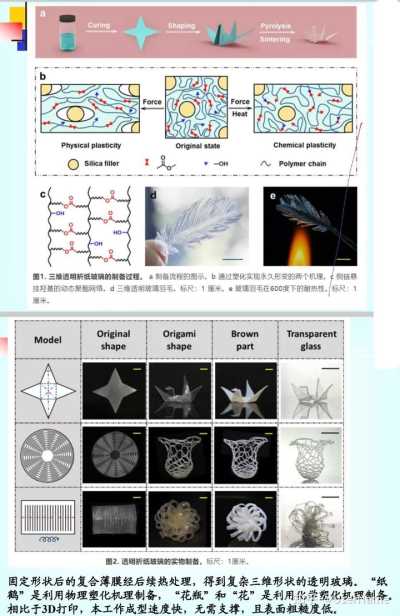
图1.三维透明折纸玻璃的制备过程。a制备流程的图示。b通过塑化实现永久形变的两个机理。侧链悬挂羟基的动态聚酯网络。d三维透明玻璃羽毛。标尺:1厘米。e玻璃羽毛在600度下的耐热性。
标尺:
1 厘米。
Original
Origami
Brown
Transparent Model
shape
shape
part
glass 一
8o00r
图2.透明折纸玻璃的实物制备。标尺:1厘米。
固定形状后的复合薄膜经后续热处理,得到复杂三维形状的透明玻璃。“纸鹤”是利用物理塑化机理制备,“花瓶”和“花”是利用化学塑化机理制备。相比于3D打印,本工作成型速度快,无需支撑,且表面粗糙度低。
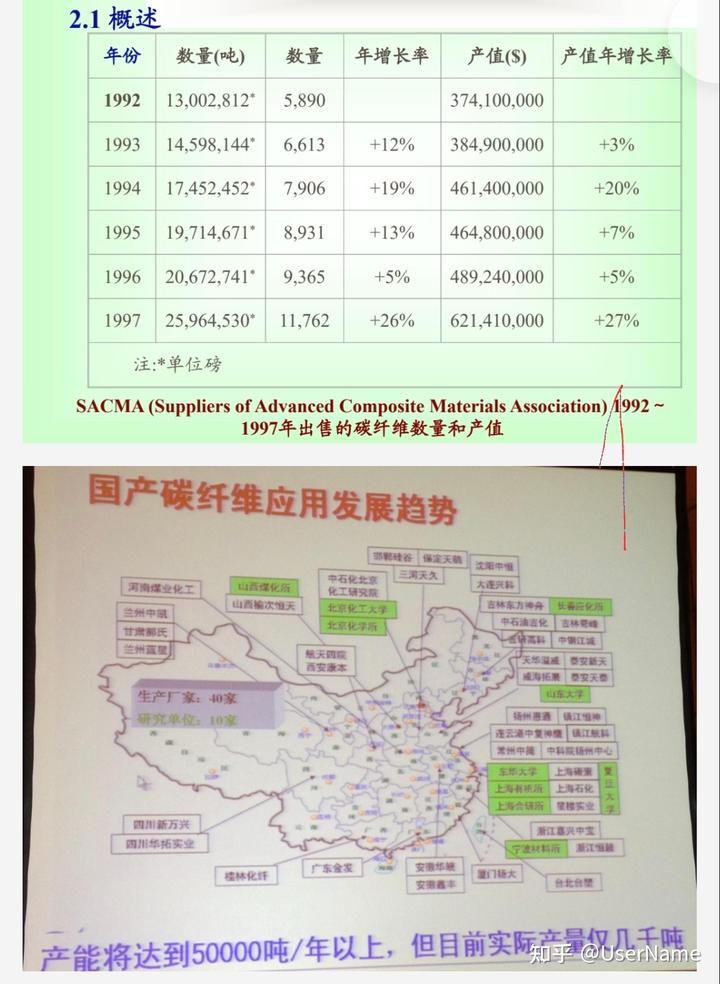
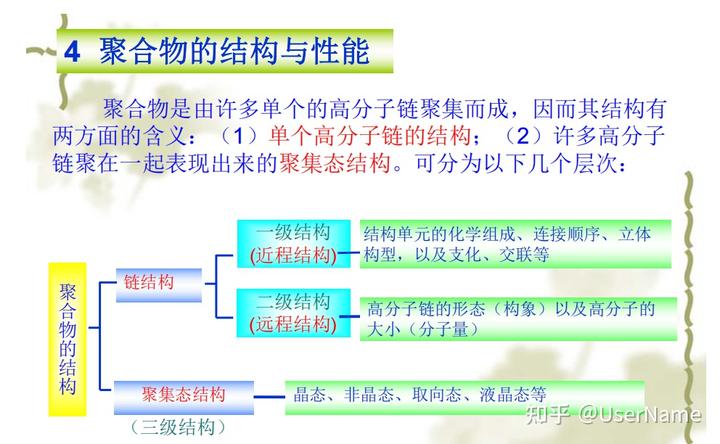
2.1概述
年份
数量(吨)
数量
年增长率
产值($)
产值年增长率 1992
13,002,812*
5,890
374,100,000 1993
14,598,144*
6,613
+12%
384,900,000
+3% 1994
17,452,452*
7,906
+19%
461,400,000
+20% 1995
19,714,671*
8,931
+13%
464,800,000
+7% 1996
20,672,741*
9,365
+5%
489,240,000
+5% 1997
25,964,530*
11,762
+26%
621,410,000
+27% 注:*单位磅
SACMA (Suppliers of Advanced Composite Materials Association) 1992~
1997年出售的碳纤维数量和产值
国产碳纤维应用发展趋势
邯郸硅谷 保定天鹅
沈阳中恒 三河天久
河南煤业化工
山西煤化所
中石化北京
大连兴科 化工研究院
山西榆次恒天
北京化工大学
吉林东方神舟
长春应化所 兰州中国
甘肃部氏
北京化学所
中石油吉化 吉林■峰 高码
中钢江城 兰州蓝星
航天四院 西安康本
天华温■ 泰安新天 威海拓展
泰安天型 生产厂家:40家
山东大学 研究单位:10家
扬州惠通 镇江恒■ 连云港中复神■
镇江航科 常州中国
中科院扬州中心 车华大学
上海■素 上海有机所 上海石化 上海合研所
星楼实业 四川新万兴
浙江嘉兴中宝 四川华拓实业
宁波材料所
浙江恒■ 桂林化纤
广东金发
安徽华■ 厦门扬大 安徽鑫丰
台北台型
产能将达到50000吨/年以上,但目前实际产量仅几千吨
复旦大学
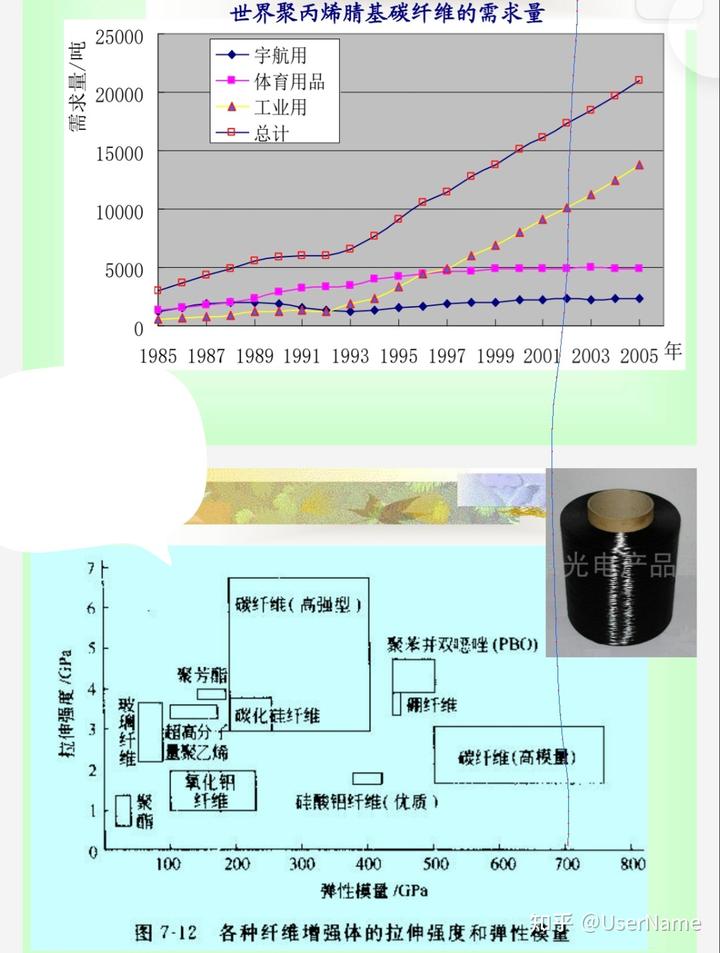
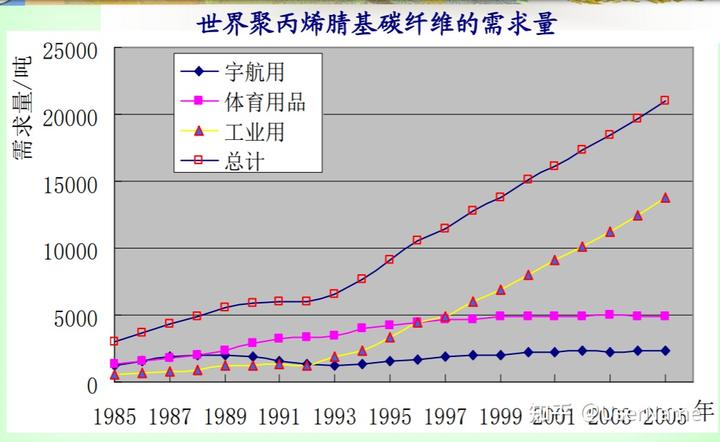
世界聚丙烯腈基碳纤维的需求量
25000
宇航用
一一体育用品 20000
工业用
一总计 15000
10000 5000 0
1985 1987 1989 1991 1993 1995 1997 1999 2001
2003 2005
年 光电产品
6
碳纤维(高强型) 5
聚苯并双噁唑(PBO)翻纤维
碳化硅纤维 超高分子
量聚乙烯
碳纤维(高模量)
聚
硅酸铝纤维(优质) 1
0 墙 100 200 300 400 500 600 700
800 弹性模量/GPa
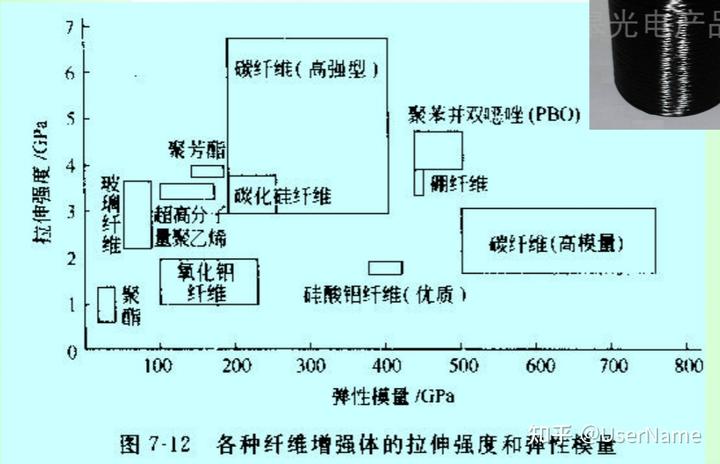
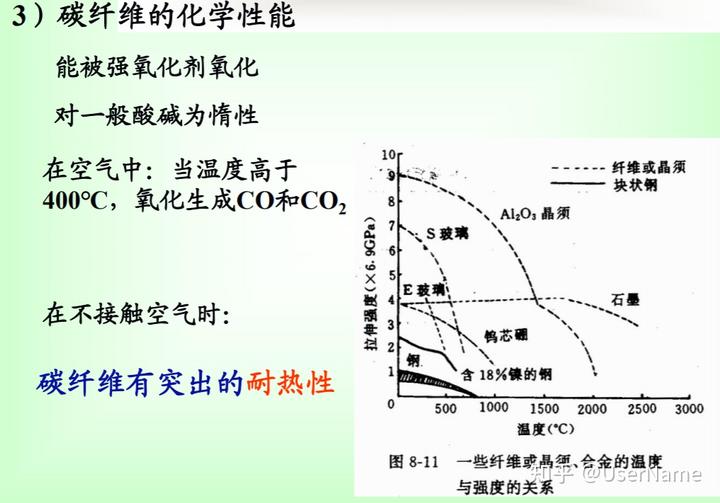
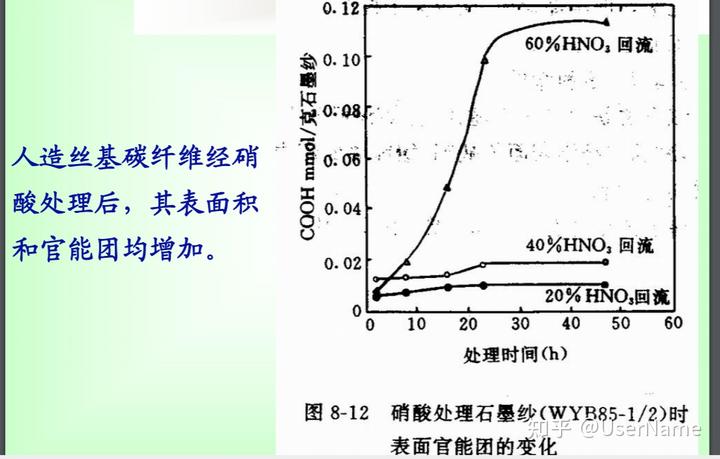
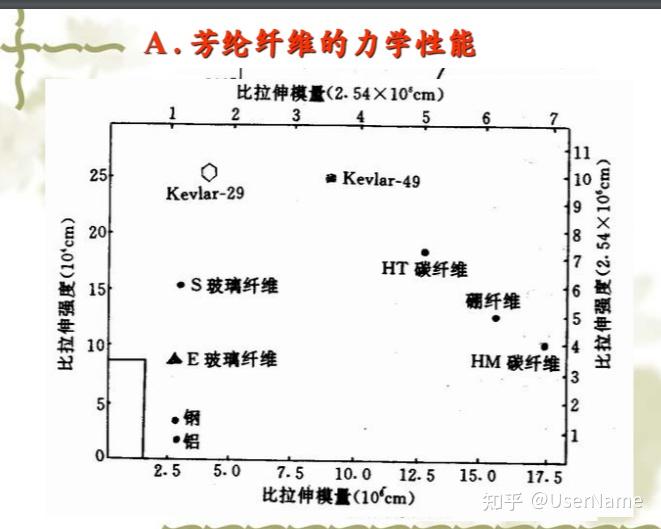
图 7-12
各种纤维增强体的拉伸强度和弹性模量玻珦纤维
需求量/吨 拉伸强度/GPa
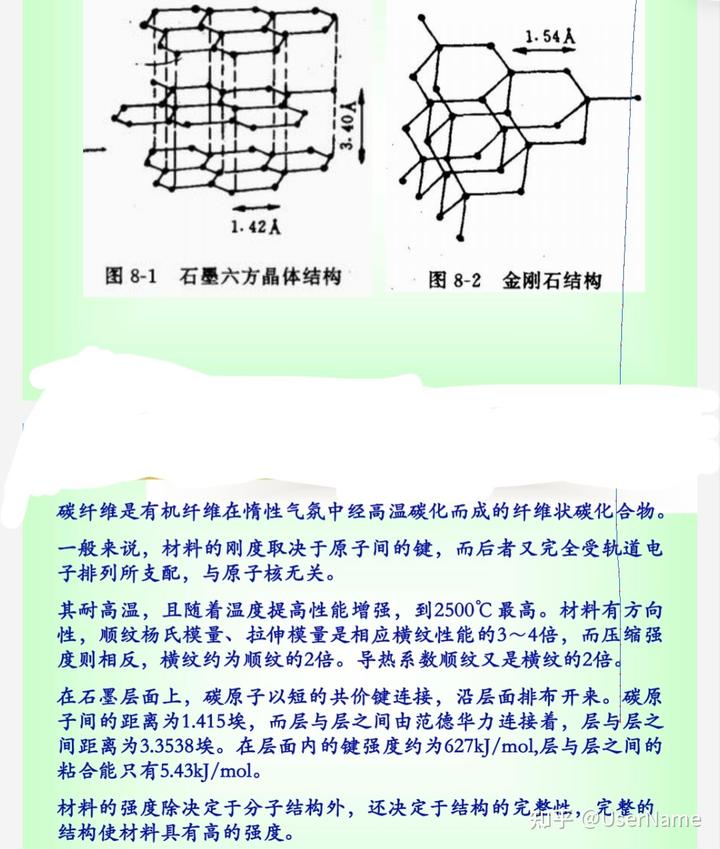
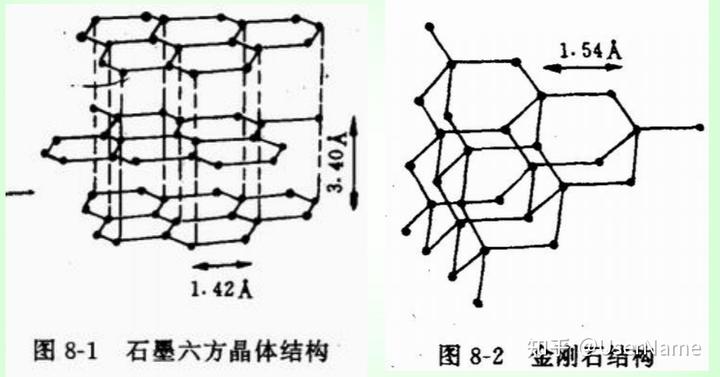
1.54A
1.42人 图
8-1
石墨六方晶体结构
图
8-2 金刚石结构
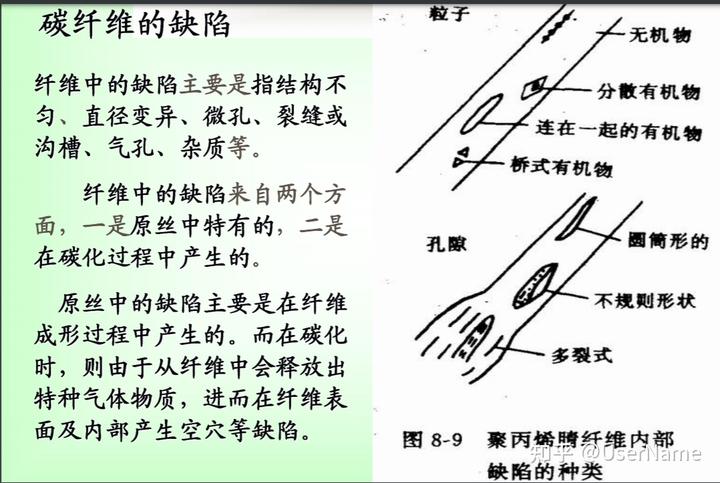
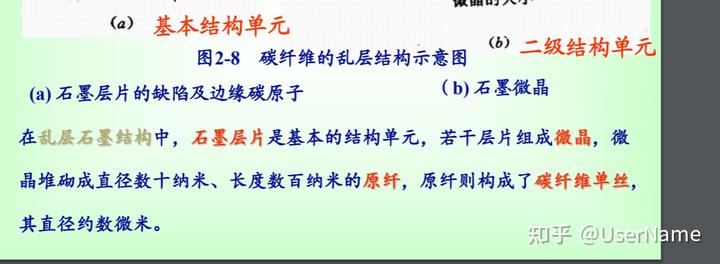
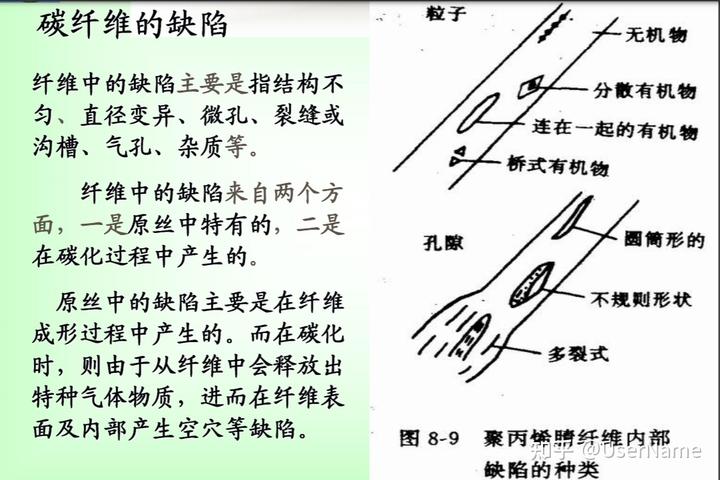
碳纤维是有机纤维在惰性气氛中经高温碳化而成的纤维状碳化合物。一般来说,材料的刚度取决于原子间的键,而后者又完全受轨道电子排列所支配,与原子核无关。
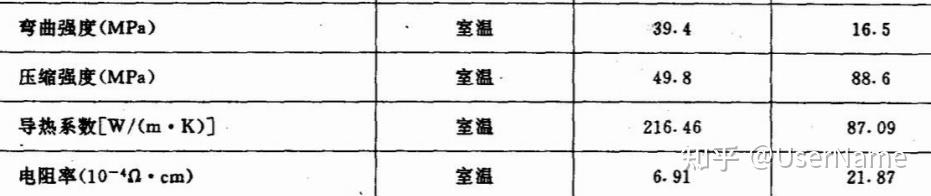
其耐高温,且随着温度提高性能增强,到2500℃最高。材料有方向性,顺纹杨氏模量、拉伸模量是相应横纹性能的3~4倍,而压缩强度则相反,横纹约为顺纹的2倍。导热系数顺纹又是横纹的2倍。
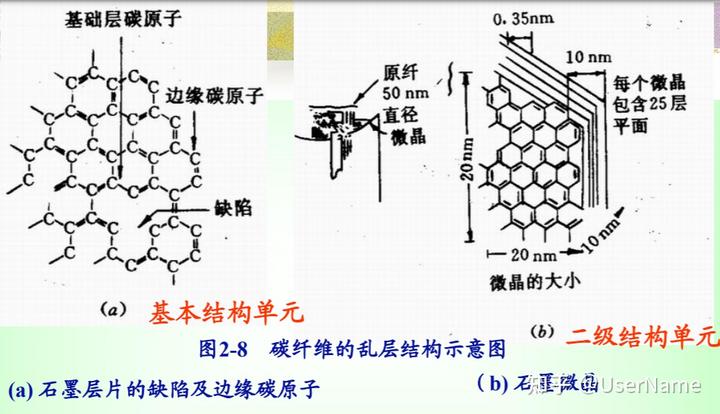
在石墨层面上,碳原子以短的共价键连接,沿层面排布开来。碳原子间的距离为1.415埃,而层与层之间由范德华力连接着,层与层之间距离为3.3538埃。在层面内的键强度约为627kJ/mol,层与层之间的粘合能只有5.43kJ/mol。
材料的强度除决定于分子结构外,还决定于结构的完整性,完整的结构使材料具有高的强度。
3.40人
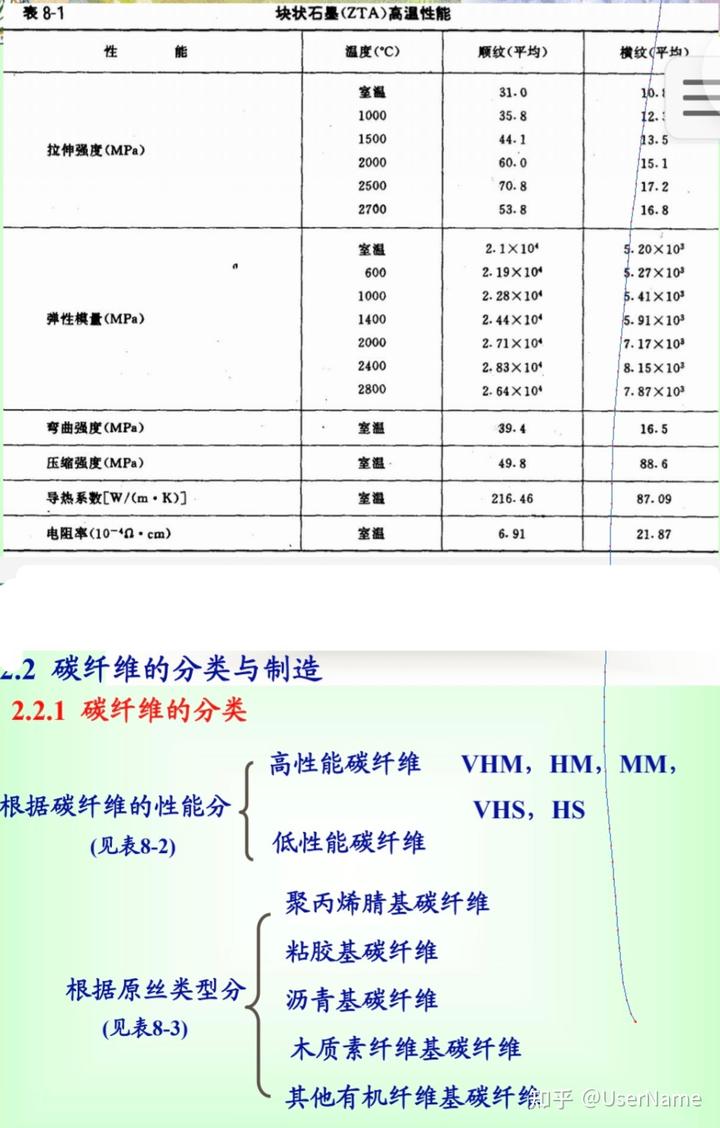
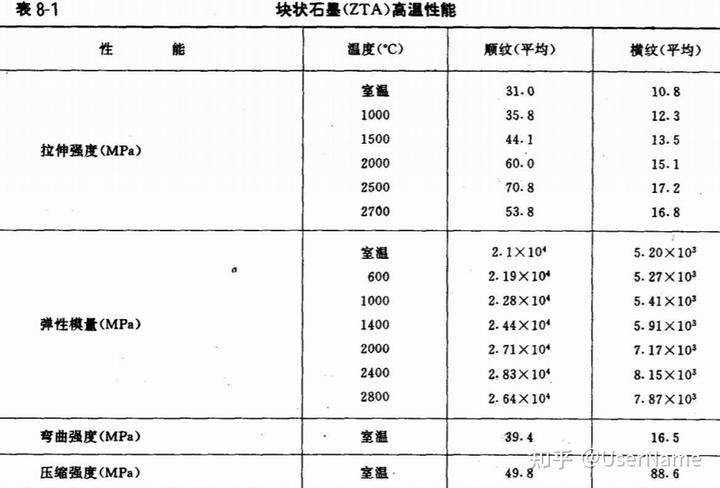
表8-1
块状石墨(ZTA)高温性能性
能
温度(℃)
顺纹(平均)
横纹(平均) 室温
31.0
10.1 1000
35.8
12. 1500
44.1
13.5 拉伸强度(MPa)
2000
60.0
15.1 2500
70.8
17.2 2700
53.8
16.8 室温
2.1x10
5.20x103 009
2.19x10
5.27x103 1000
2.28x10
5.41x10 弹性模量(MPa)
1400
2.44x10
5.91x103 2000
2.71x10
7.17x103 2400
2.83x10
8.15x103 2800
2.64x10
7.87x103 弯曲强度(MPa)
室温
39.4
16.5 压缩强度(MPa)
室温
49.8
88.6 导热系数[W/(m·K)]
室温
216.46
87.09 电阻率(10—4Ω·cm)
室温
6.91
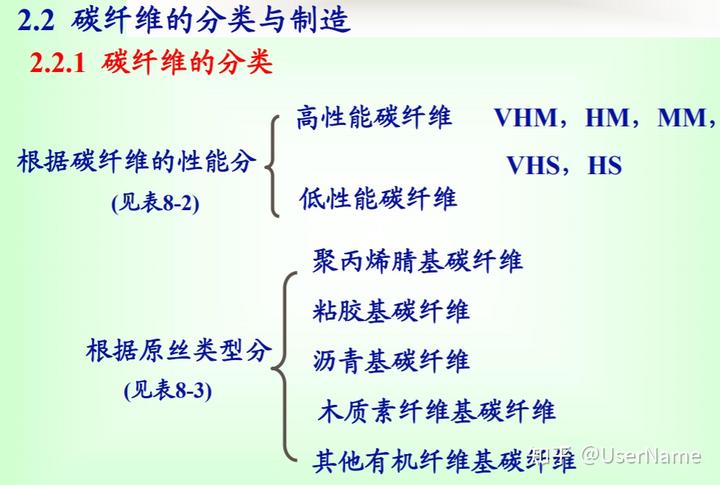
21.87 .2 碳纤维的分类与制造
2.2.1 碳纤维的分类
高性能碳纤维
VHM,HM,
MM, 根据碳纤维的性能分
VHS,HS (见表8-2)
低性能碳纤维 聚丙烯腈基碳纤维
粘胶基碳纤维 根据原丝类型分
沥青基碳纤维 (见表8-3)
木质素纤维基碳纤维 其他有机纤维基碳纤维
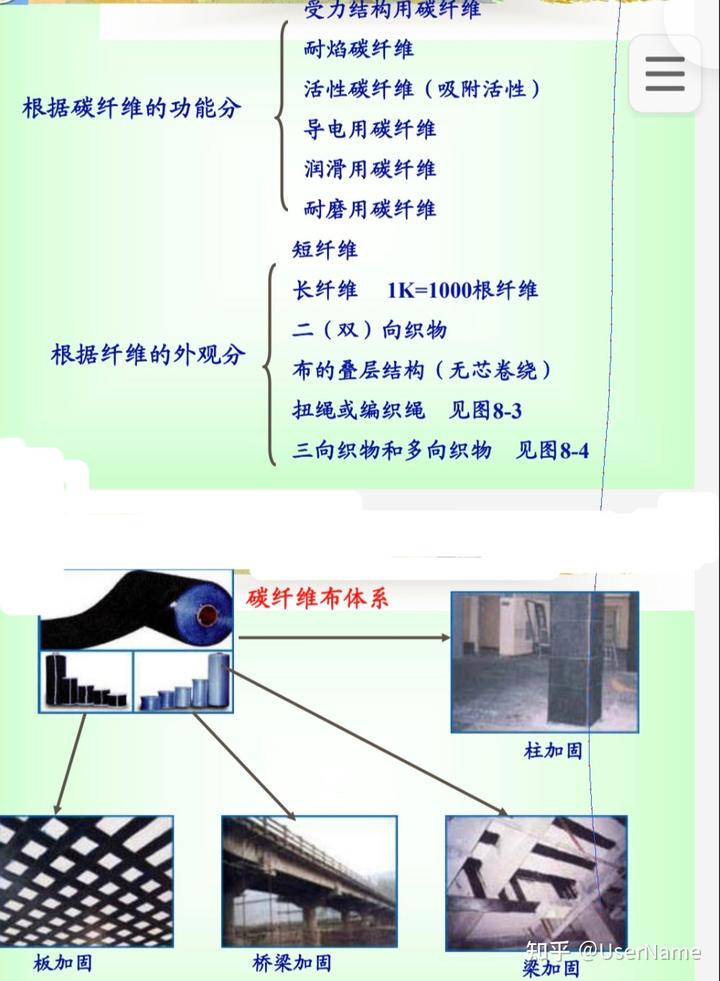
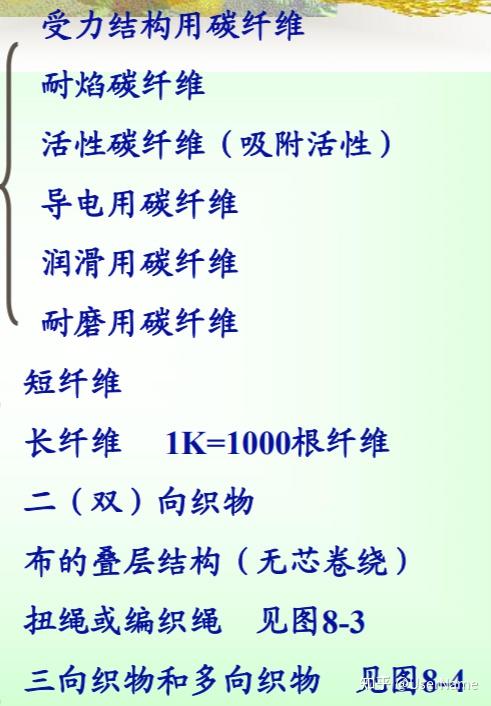
受力结构用碳纤维
耐焰碳纤维
活性碳纤维(吸附活性)根据碳纤维的功能分
导电用碳纤维 润滑用碳纤维 耐磨用碳纤维 短纤维 长纤维
1K=1000根纤维
二(双)向织物 根据纤维的外观分
布的叠层结构(无芯卷绕)扭绳或编织绳 见图8—3
三向织物和多向织物 见图8—4碳纤维布体系
柱加固 板加固
桥梁加固
梁加固
炭纤维板材
8
碳纤丰田 SUPRA JZA80
采用新型的先进碳纤维复合材
料来研制推进舱变轨发动机组件、气瓶安装支架组件和轨
舱姿控发动机安装支板组件救生演练
申六结构质量减轻30%以上
逃逸塔和神六飞船顺利对接2.2.2
碳纤维的制造
碳纤维是一种以碳为主要成分的纤维状材料。它不同于有机纤维或无机纤维,不能用熔融法或溶液法直接纺丝,只能以有机物为原料,采用间接方法制造。
(1)气相法
气相法是在惰性气氛中,小分子有机物
(如 烃或芳烃等)在高温下沉积成纤维。
用这种方法只能制造晶须或短纤维,不能制造连续长丝。
(2)有机纤维碳化法
有机纤维碳化法可以制造连续长纤维,它通常分为两步进行:
①将有机纤维经过稳定化处理变成耐焰纤维;
②在惰性气氛中,于高温下进行焙烧碳化,使有机纤维失去部分碳和其它非碳原子,形成以碳为主要成分的纤维状物。
制作碳纤维的主要原材料有三种:
①人造丝(粘胶纤维);
②聚丙烯腈(polyacrylonitrile,PAN)纤维 ③沥青;
无论用哪一种原丝纤维来制造碳纤维,都要经过以下几个阶段:
喷丝
→预氧化
→碳化→石墨化
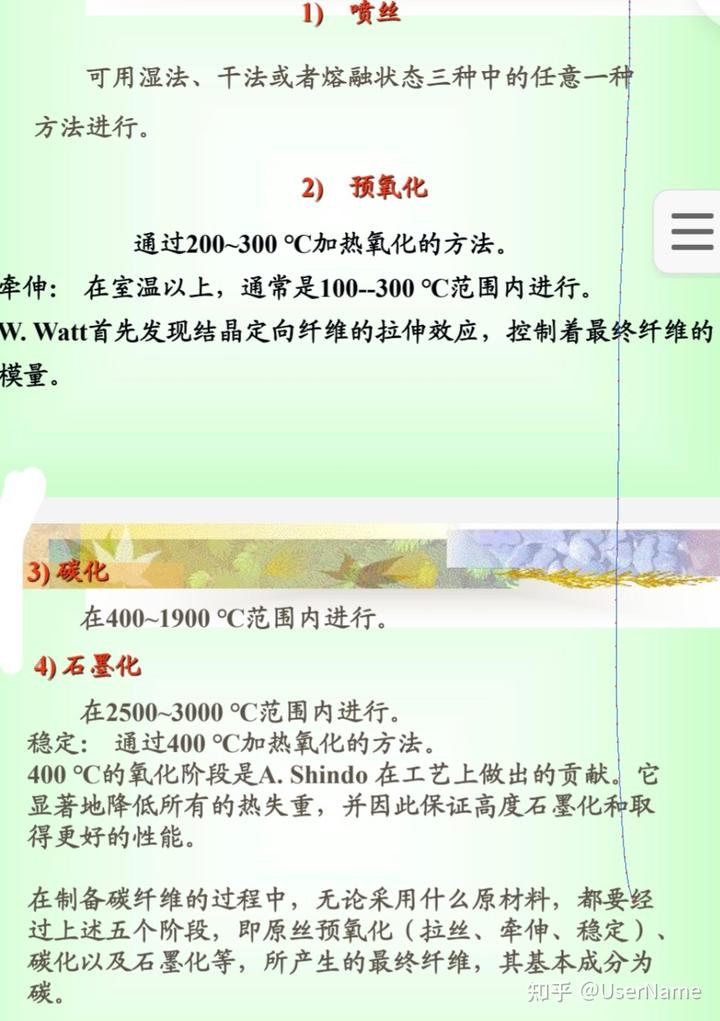
1)喷丝
可用湿法、干法或者熔融状态三种中的任意一种方法进行。
2)预氧化
通过200~300℃加热氧化的方法。
牵伸:在室温以上,通常是100——300℃范围内进行。
W.Watt首先发现结晶定向纤维的拉伸效应,控制着最终纤维的模量。
3)碳化
在400~1900℃范围内进行。4)石墨化
在2500~3000℃范围内进行。稳定:通过400℃加热氧化的方法。
400℃的氧化阶段是A.Shindo在工艺上做出的贡献。
它 显著地降低所有的热失重,并因此保证高度石墨化和取得更好的性能。
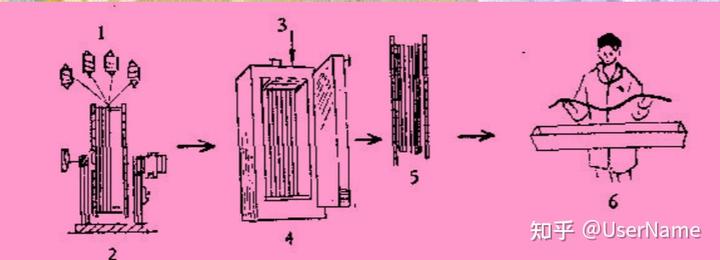
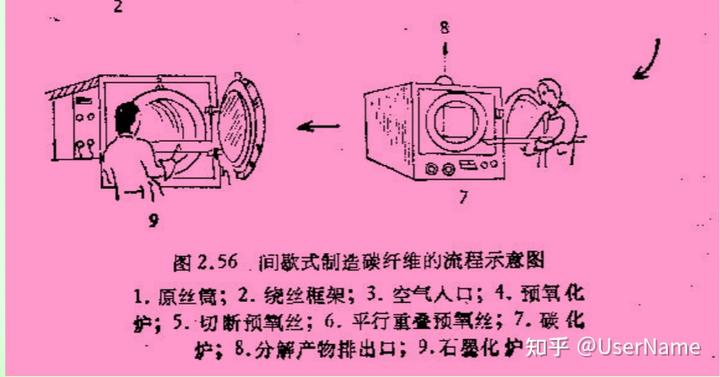
在制备碳纤维的过程中,无论采用什么原材料,都要经过上述五个阶段,即原丝预氧化(拉丝、牵伸、稳定)、碳化以及石墨化等,所产生的最终纤维,其基本成分为碳。
0
1
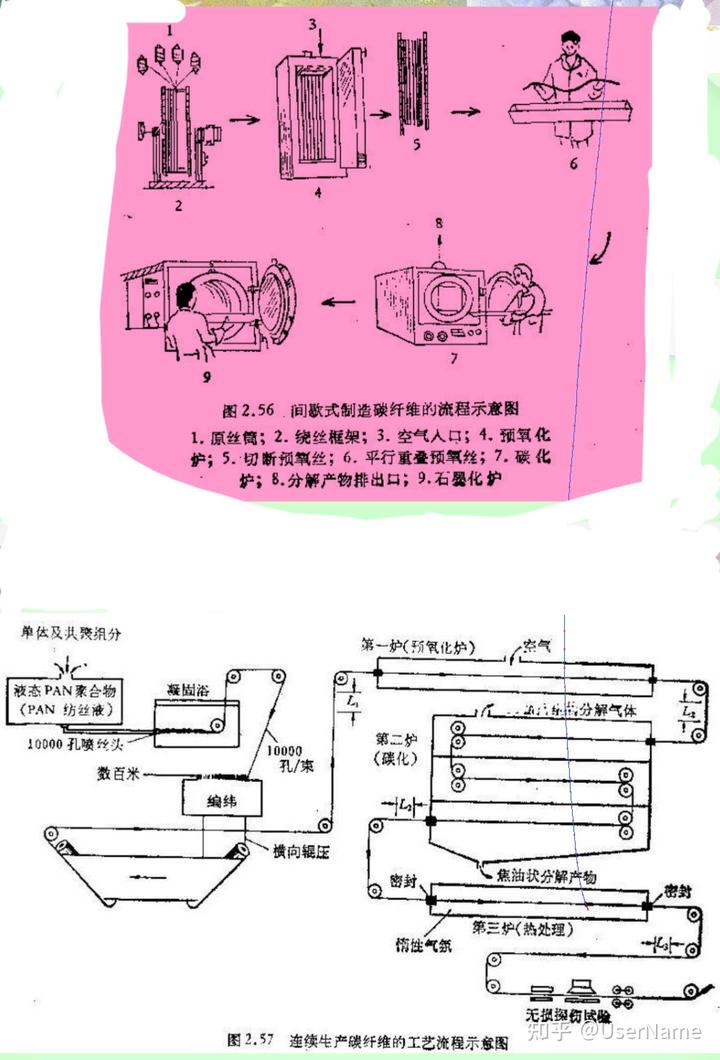
图2.56 间歇式制造碳纤维的流程示意图
1.原丝筒;2.绕丝框架;3.空气人口;4,预氧化炉;5.切断预氧丝;6.平行重叠预氧丝;7.碳化
炉;8.分解产物排出口;9.石婴化炉
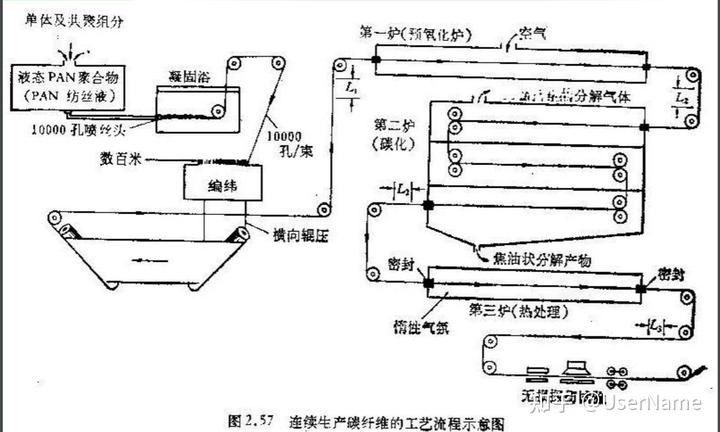
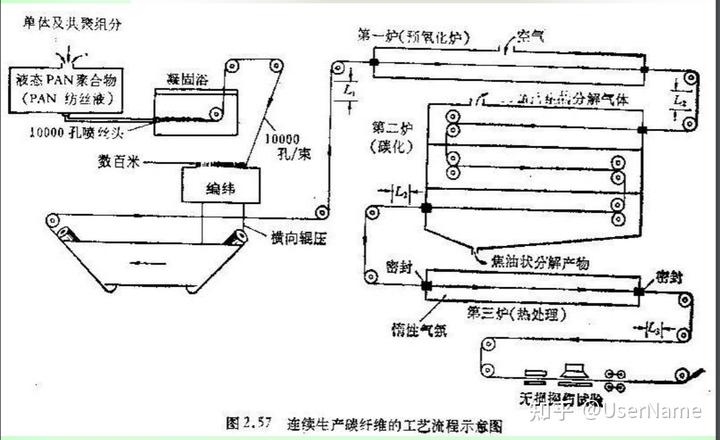
单体及共聚组分
第一炉(预氧化炉)
空气 각
液态PAN聚合物
凝固浴
(PAN 纺丝液
分解气体 第二炉
10000孔喷丝头
10000
(碳化) 孔/束
数百米
编纬
横向辊压
密封
焦油状分解产物
密封 第三炉(热处理)
惰性气氛
®
00 ③④
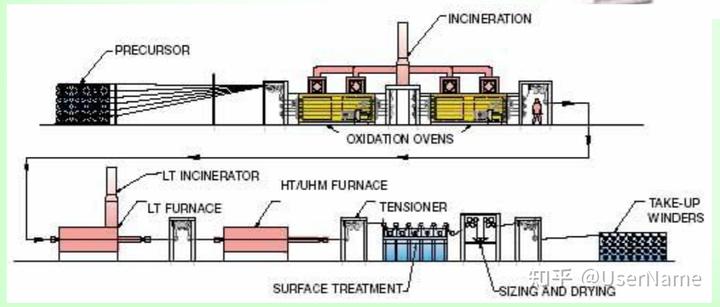
无损探伤试验 图2.57 连续生产碳纤维的工艺流程示意图
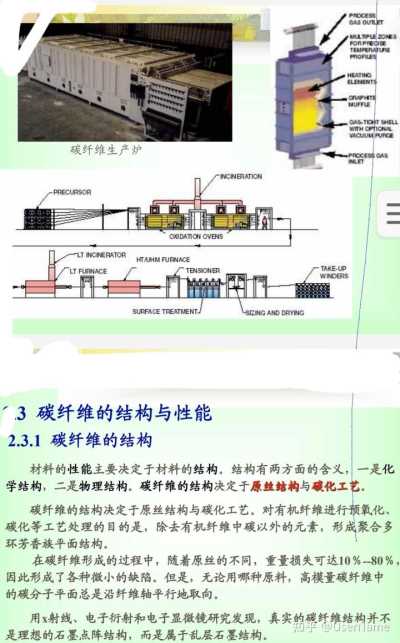
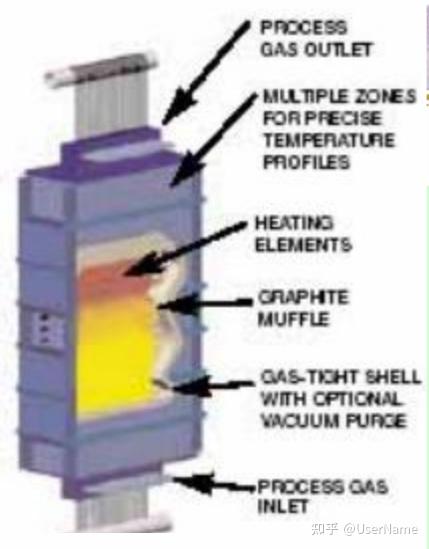
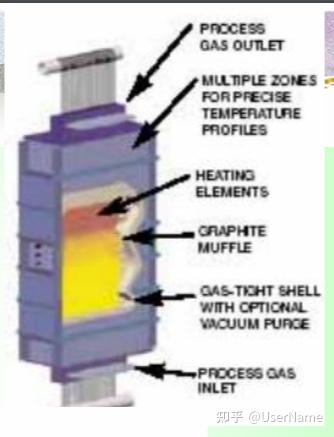
PROCESS
GAS OUTLET MULTIPLE ZONES FOR PFECISE TEMPERATURE PROFILES HEATING ELEMENTS GRAPHTE MUFFLE GAS-TICHT SHELL WITH CPTICNAL
VACUUM PURCE 碳纤维生产炉
PROCESS OAS
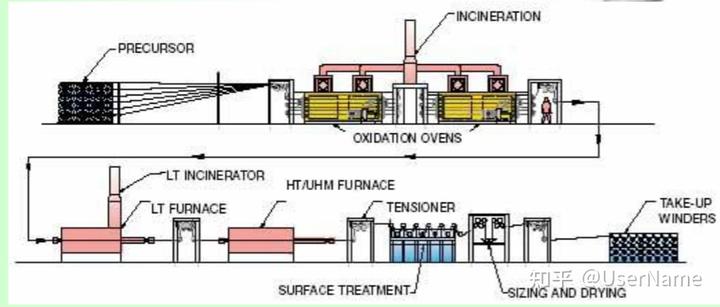
INLET INCINERATION
PRECURSOR
OXIDATION OVENS LT INCINERATOR
HT/UHM FURNACE LT FURNACE
TENSIONER
TAKE-UP
WINDERS 미시이지
SURFACE TREATMENT
SIZING AND DRYING 3 碳纤维的结构与性能
2.3.1 碳纤维的结构
材料的性能主要决定于材料的结构。结构有两方面的含义,
一是化 学结构,二是物理结构。碳纤维的结构决定于原丝结构与碳化工艺。
碳纤维的结构决定于原丝结构与碳化工艺。对有机纤维进行预氧化、碳化等工艺处理的目的是,除去有机纤维中碳以外的元素,形成聚合多环芳香族平面结构。
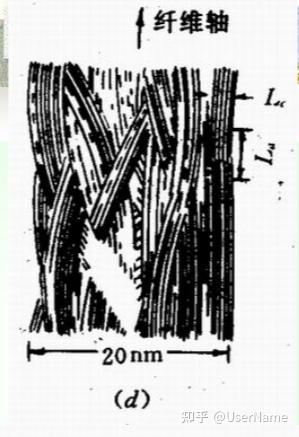
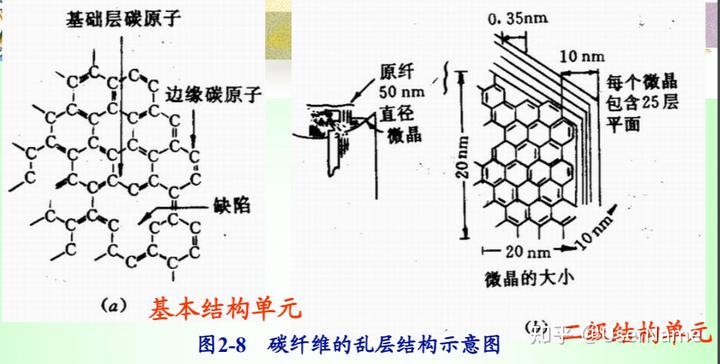
在碳纤维形成的过程中,随着原丝的不同,重量损失可达10%—80%,因此形成了各种微小的缺陷。但是,无论用哪种原料,高模量碳纤维中的碳分子平面总是沿纤维轴平行地取向。
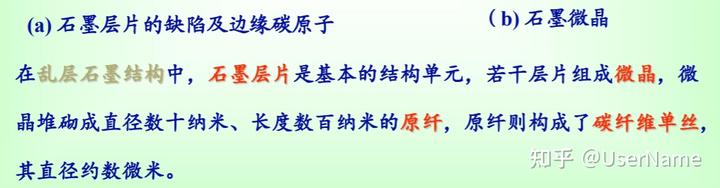
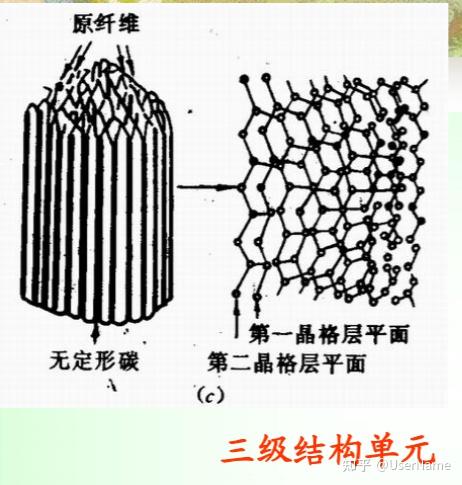
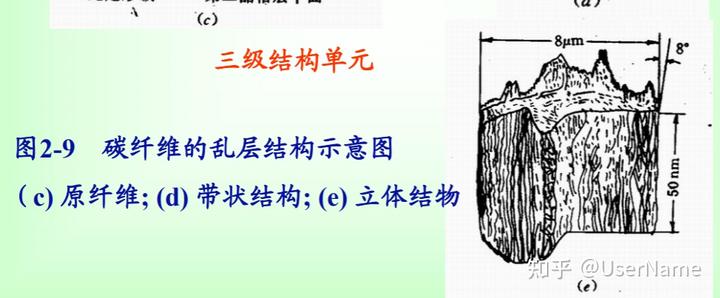
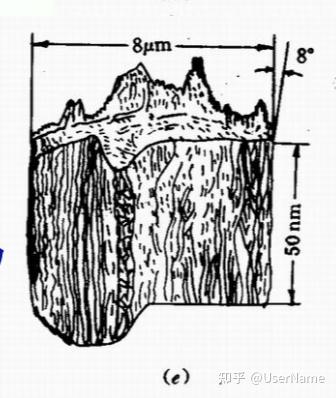
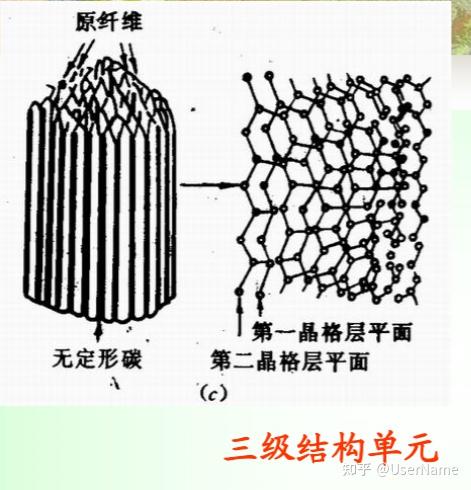
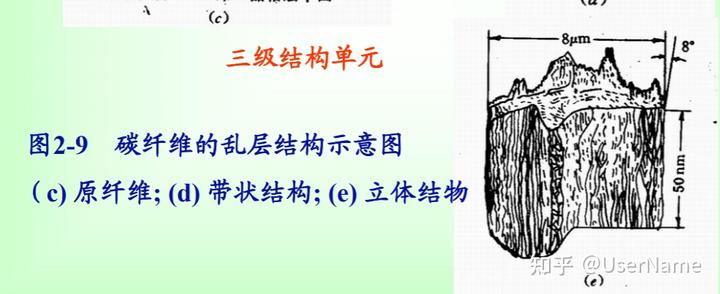
用x射线、电子衍射和电子显微镜研究发现,真实的碳纤维结构并不是理想的石墨点阵结构,而是属于乱层石墨结构。




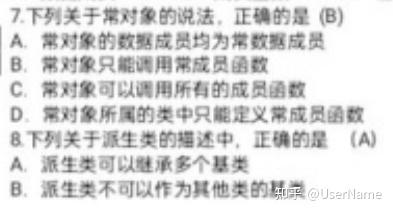



7.下列关于常对象的说法,正确的是(B)
C.类与对象在内存中均占有内存单元
1.下列关于类与对象关系的描述中,不正确的是(C)
1.C++语言既支持
面向对象
的程序设计,又支持_面向过程A.常对象的数据成员均为常数据成员
D.对象根据类来创建
A.类是具有相同属性和行为的一类对象的抽象B.常对象只能调用常成员函数
B.对象是类的具体实体
的程序设计。 C.常对象可以调用所有的成员函数
2.下列语句中错误的是(A)
2.在C++语言的异常处理机制中,throw语句用于抛出异常;try语句块用于检测D.常对象所属的类中只能定义常成员函数
A.intn=5;
B.const int n=5
异常:catch_语句块用于捕捉和处理异常。8.下列关于派生类的描述中,正确的是(A)
int yin
int yin
3.在动态内存空间管理方面,C++语言用new运算符取代了 C语言中的 malloc 进A.派生类可以继承多个基类
C.intn=5;
D.const intn=5; B.派生类不可以作为其他类的基类
int ■py=new int(n}
int py=new intinl
行动态内存空间的申请,用delete运算符取代了 C 语言中的 free 释放动态内存空间。
3.下列不正确的重载函数是(B)
4.继承的3种方式是 公有/public、保护/protected、和 私有/private,默认继 A. int print(int x);和 void print(float x):
承方式是 私有/private B.int disp(intx):和 char disp(inty);:
5.静态联编通过函数重载 和 运算符重载实现,动态联编通过继承 和虚函数 实C.int show(intx,charis);和 int show(charis,intx);
D.int view(int x,int y):和 int view(int x):
现。 4.如果 class 类中的所有成员在定义时都没有使用关键字 public.private.protecte
6.不可以通过友元函数重载的运算符有:、“()、业和d.则所有成员缺省的访问属性为(B)
7.在输入/输出流类文件 iostream.h 中定义的流对象 cin和cout,用 cin 代表A. Public
B.private
输入设备,cout 代表 输出设备。C. static
D. protected
8.赋值兼容原则仅适用于通过公有/public_方式派生的派生类和其基类之间。5.下列关于静态数据成员的描述,正确的是(A)
A.静态数据成员必须在类体外进行初始化
J B.静态数据成员不是同类所有对象所共有的
(1)私有数据成员。C.声明和初始化静态数据成员时都必须在该成员名前加关键字 static 修饰
年龄:intage
姓名:char iname D.静态数据成员一定可以用“类名::静态数据成员名”的形式在程序中访问
(2)公有静态数据成员。6.静态成员函数一般专门用来直接访问类的(C)
学生人数:static int count A.数据成员
B.成员函数
C.静态数据成员
D.常成员
公有成员函数。
构造函数:带参数的构造函数 Studentint m,char in): 不■参数的构造函数 Student():
析构函数: L
-Student(): 年龄 age:
输出函数: 姓名 char liname
einclude <iostream>
void Print()const 公有成员函数
using namespace std:
count=5
主函数的定义及程序的通行结果如下,请完成类的建义及类中各函数的实现代码。构造函数 帮参数的构造函数 Stdent(tm.chariin间:
dass TT
补充成一个完整的程序。不带参数的构造函数 Studen):
、 改变数据成员值函数 void SetName(int m.char in)
public:
【编程指导】
(源代码略)
东 获取数据成员函数 int Getage()
main() static
( char lGetname()
inttotal
couter'count'<Student::countecend 在main()中定义一个有3个元素的对象数组并分别初始化,然后输出对象数组的信
TTO
Studert s1,tpnew Student(23,ZhangHong'1 息。
s1.Pnt(): 【编程指导】(源代码■)
total:x2
p-Print 、
1 -TT0)
delete p: (total/2:)
s1.Print 1
蓝
城
Studert Stul TT:otal-1
couecounte'<Student:counteend 巨
retum Q main()
( 1
运行结果: cou
count+D 2.(本题10分)试使用函数模板实现swap(&xAy)交换两个实参变量a和b的值。
T lp■new TT:
2 【编程指导】(源代码略)
cout<p-tota
Name NoName.ager0 此题学习设计函数模板的格式与方法,函数首部定义如下:
TT AB template <class T>
CO<A.totaler
Name·ZhangHong.age-23 void Swap (T Sx.T&y):
cout<B.totale
1 delete p:
Name-Notame,ager0 couTT:totalcendl
retum Q (
【参考答案】
12884 3.(本题10分)建义一个学生类,有如下基本成员。
五、算法设计题(3小题,共30分)。
1.(本题10分)定义一个学生类,设计私有数据成员:
集證法
2.集證法的可靠性
(1)通假字與本字之間讀音遠近關係耿振生的小調查:30個高中生的作文別字。
共計282個,非讀音性的別字41個,讀音性的別字226個,不確定15個。
在226字當中,別字與正字完全同音的184個(81.4%),音近42個(18.6%)音韵学入门-07集證法20230526...




























ADVANCED
MATERIALS [1]U.Seiler,Doctoral Thesis,("Zur Auslegung statisch und dynamisch be-
[8] G.Menges,Kunststoffe 76(1986) 1019-1023. lasteter Bauteile aus Verbundwcrkstoffen am Beispiel von GFK-Blattfe-
[9]G.Weyer,M.Lauterbach,K.Bourdon,B.v.Eysinondi."CIM in Plastics dern"),Technische Hochschule Aachen,FRG.1987.
Processing-Applied in Injection Molding",Preprint,14.Kunststofftech- [2] U.-P. Behrenbeck, Doctoral Thesis,("Fertigungs-und werkstoffgerechte
nisches Kolioquium,Institut fiir Kunststoffverarbeitung Aachen,9.-11. Konstruktion von Faserverbundbauteilen"). Technische Hochschule
March 1988, Aachen, FRG. Aachen,FRG,1987.
[10] U. Wölfel.Doctoral Thesis ("Verarbeitung faserverstarkter Formmassen [3] U.Berghaus.N.El Barbari,H.Offergeld,G.Pötsch,H.Ries,"Material-
Machine-End Product.Internal Structure as the Key to Componcnt
im SpritzgicβprozeD"),Technische Hochschule Aachen,FRG 1988. Properties",Preprint,14.Kunststoffiechnisches Kolloquium,Institut für
[11]T. Schacht,Doctoral Thesis("SpritzgieBen von Liquid-Crystal-Poly- Kunststoffverarbeitung Aachen, 9.-11. March 1988. Aachen,FRG.
meren").Technische Hochschule Aachen,FRG 1986. [4]J.Hennig.Kunsisioffe 57(1967)385-390.
[12] G. Menges,T.Schacht.H.Becker,S.Out,Int. Polym. Processing 2(1987) [5] G. Schönfeld,S. Wintergerst,Kanststoffe 60(1970)177-184.
No.2.p.77. [6]E.Baur,P.Filz,H.Greif,S.Groth,V.Lessenich,S. Ott. G. Pötsch,K.
Schlcede,"Component and Mold Design in One Operation-the Modern
[13] UJ.-P.Behrenbeck,M.Effing,K.Kirberg,W.Müller.U.Seiler.M.Wegen- Aid for the Designer",Preprint, 14. Kunststofftechnisches Kolloquium.
er,"Designing with Fiber-Composite Materials-from Material Data to Institunt für Kunststoffverarbeitung Aachen,9.-11.March 1988,Aacben.
Machine Control Data",Preprint.14. Kunststofftecheisches Kolloquium, FRG
Institut für Kunststoffverarbeitung Aachen,9.-11.March 1988.Aachen, [7]G.Menges,W. Benfer,E. Baur,"Rechnerintegrierte ProzeBgestaltung
FRG. beim SpritzgieBen",Innovations-Supplement "Fabrik der Zukunft" der
[14] 1. Rechenberg:Evolurionsstrategie-Optimierung technischer Systeme nach Zeitschrifien Der Betriebsleiter und Der Konstrukteur, Part 1:(1986) 12,
den Prinzipien der biologirchen Evolution.Frommann-Holzborg,Stuttgart p.8-16;Part 2:(1987)1/2,p.20-24.
1973. The Kevlar Story-
Process Development
High Performance Fibers an Advanced Materials
High Impact Composites
Rigid-Rod Polymers Case Study
By David Tanner, James A. Fitzgerald, and Brian R. Phillips* 1.Introduction
aimed at 'super' fibers. In the early 1960's Du Pont was
driven by two goals, a fiber wvith the heat-resistance of as- The Kevlar story is an excellent example of the innovation
bestos and the stiffness of glass.A fiber of this type could be process where a laboratory discovery is placed into commer-
visualized to fill many market needs.Experimental work cial production. It started in the early 1960's with an identi-
indicated that the route to such a material lay with stiff chain fied need. In 1965, this led to an important scientific discov-
aromatic polyamides.These materials,however,had evaded ery.at is available from sub.dom.ain.ng this time the research and development phase was
the scientist by virtue of their extreme insolubility and in- entered and in 1972 a 1 000 000 Ib per year market develop-
tractability. ment plant was built. By 1982 full commercialization was
reached with a 45000000 lb/yr.plant.During this period several tough hurdles were encountered.To overcome these
3.The Discovery of a Rigid Rod Spinnable Polymer obstacles a multi-disciplinary approach was almost always
required.
In 1965 Stephanie Kwolek,a research scientist at the Du Pont Experimental Station in Wilmington,made a major
discovery.She found that p-aminobenzoic acid could be 2.The Need for a Heat Resistant Stiff Fiber
polymerized and solubilized under special conditions to yield
a rigid-rod spinnable polymer. Initially,when these polymer The invention of Nylon and subsequent textile fibers pro-
solutions were first made,it was not believed that they would vided powerful vision and direction for the research effort
spin into fibers since the solution was opaque and could not be clarified by heating or filtration.This implied that there
was inert matter dispersed in the spin dope which would plug [】 Dr.D.Tanner,Dr.J.A.Fitzgerald, Dr.B.R. Phillips
Fibers Department,E.I.Du Pont de Nemours&Co.,Inc.
the spinneret holes.However,the fibers spun well.We now Wilmington,DE 19898 (USA)
know that this capacity was due to the formation of polymer Angew.Chem.Int.Ed.Engl.Adv.Mater.28 (1989)No.5
649
ADVANCED
Tanner et al./The Kevlar Story-an Advanced Materials Case Study MATERIALS
liquid crystals. The stress-strain curve of the first aramnid
metry,and theoretically the highest stiffness.However,to fiber tested was startling,and the test was re-run several
produce the best properties the spinning solvent had to be times for confirmation.A true step change in properties was
100% sulfuric acid,and the resulting spinning solutions were achieved vs. existing synthetic textile fibers.(l
very viscous. Low spinning speeds were needed for good The behavior of rigid-rod molecules in solution is quite
properties and therefore the process was uneconomical. different from flexible molecules (Fig. 1).Flexible polymers
Thus,the second obstacle was encountered;the process like Nylon, in dilute solution,have a low level of entangle-
was not practical.This became starkly apparent when the ment.However,at higher concentrations the random coils
researchers first described the invention to the manufactur- become highly entangled.Spinning and drawing lead to only
ing and engineering groups who would have to design,build partially extended chains due to the high level of entanglc-
and operate the plant. They didn't want it! The sulfuric acid ments.Hence,properties such as tenacity and modulus reach
solvent was unconventional and highly corrosive,process only a small fraction of the theoretical values.
yields and throughput were very low,and investment very high.These are the realities that research people do not pay much attention to when they are at the frontiers of discovery.
A major breakthrough came when another Du Pont re- Flexible
Rod-like
search scientist,Herbert Blades,made two crucial discover- Dhute
Diute Scfution
Solution
ies.(7.81 First,he found that PPD-T and sulfuric acid form a crystalline complex at a polymer concentration of 20%(vs.
10-12%by previous workers).He unexpectedly formed this Higher
Concentration
Higher
complex by going against conventional wisdom and heating Conceniration
Spin
↓ Spin
the polymer solution containing the 100% sulfuric acid.This draw
orient
complex melts around 70°C and is composed of PPD-T:sul- 数
furic acid in the ratio 1:10. This enabled spinning at much Partialy
Fuiy exanded
extonded
higher polymer concentrations than had been previously chains
chains
possible. Fig.1. Schematic illustration of the solution behavior of rigid and flexible
The second advance was in spinning where he used an air polymers.
gap between the spinneret face and the quench bath(Fig.2). When the PPD-T/sulfuric acid complex was melted andI spun
through the air gap into cold water, very high spinning On the other hand,due to their rod-like conformation,
speeds could be obtained through attenuation of the molten more rigid polymers like the p-aramids, in going from dilute
to higher concentration do not form random coils. At a critical concentration they can no longer populate the solu- tion randomly. At this point, in order to pack more molecules into the solvent,they are forced to align parallel to
Orientation
←-Spinneret each other in randomly oriented liquid crystalline do-
mains.12,31 Under shear, as in a spinneret capillary,the liquid
Partial
↑ Deonentation
crystalline domains orient in the direction of the deforma-
Air Gap tion.This leads to fully extended chains in fibers and the
Reorientation
- observed high strength and modulus.
Ouench Water
Bath 4.Research and Development
Following Kwolek's discovery, the first obstacle was en- countered,i.e.,the p-aminobenzoic acid raw material was
Fig.2.Schematic of air gap spinning high concentration PPD-T solutions in sulfuricacid.
too costly to justify scale-up. At this point a major research and development program was launched. The aim was to develop a deeper understanding of the formation of liquid
spinning solution in the air gap. Although partial deorienta- crystalline solutions and to identify a lower cost rigid-rod
tion occurs as the polymer solution emerges from the spin- polymer system.This effort led to a variety of rigid polymers
neret,the very high extensional shear in the air gap resuIts in with potential for formation of liquid crystalline spinning
extraordinary orientation and tensile properties of the final solutions and strong,stiff fibers.4-61 The best candidate was
as-spun fiber (Fig. 3).The air gap spinning technology gave the polymer from p-phenylenediamine and terephthalic acid
birth to an improved product version which is today's Kevlar (PPD-T). This polymer eventually became the basis for
and ultimately led to Du Pont's heat strengthened high1 mod- Kevlar.It had the lowest cost ingredients, the highestsym-
ulus Kevlar 49 product. 650
Angew.Chem.Int.Ed.Engl.Adv. Mater.28 (1989) No.5
Tanner et al./The Kevlar Story--an Advanced Materials Case Study
ADVANCED
MATERIALS
Some of the Wilmington researchers moved to the plant site
in Richmond,VA,USA. The task was to develop the manu- 1
facturing basic data and tackle scale-up. In less than two years from Blades' laboratory discoveries, Kevlar was being shipped from a 1000000 lb per year market development plant.This timetable,considering the complexity of the pro- cess,was unprecedented in the Du Pont Fibers Department. Five years later the commercial product was being produced in a 15 million pound per year plant.
During the scale-up stage several difficult hurdles were 0
10
20
encountered, some quite unusual and unexpected.A com- Strain(%)
plex laboratory process had to be translated into a workable
plant operation.The ingredients were corrosive,there were Fig. 3. Stress straincurves of reinforcing fibers.
environmental concerns such as waste disposai,and the polymerization solvent had an unexpectedly high level of toxicity.Two of these hurdles are described below.
The reason for these truly outstanding mechanical proper-
An unusual environmental problem arose involving waste ties most likely lies in the microstructure of the fiber.Kevlar
disposal. The spinning solution is based on a complex con- is a hydrogen bonded highly crystalline material.9 Sheets of
taining five moles of sulfuric acid per PPD-T amide bond (or cells extend across the radius of the fiber resulting in almost
four pounds of sulfuric acid per pound of polymer).Disposal perfect radial as well as longitudinal order. This level of
of the spent acid after spinning was a problem. The best three-dimensional order had never been observed in a fiber
option turned out to be conversion of the sulfuric acid into before.Kevlar has a molecular orientation parallel to the
calcium sulfate (gypsum). For every pound of fiber seven fiber axis, and a well defined radiaI crystalline orientation
pounds of gypsum is generated. This year the Kevlar plant is (Fig.4).
generating a lot of gypsum-quite a storage problem! As a matter of interest,the produced gypsum is attractivc to both
wallboard and cement manufacturers, and eventually the Fiber Structure
gypsum will be recycled. Hydrogen Bondod Sheel
Sheets Stack Together
The second hurdle deals with toxic materials. In the Kevlar process,two solvents are used.The spinning solvent is sulfuric acid,discussed above,and the polymerization sol- vent was hexamethylphosphoramide (HMPA).The Kevlar business was in the scale-up stage on a fast track heading toward full commercialization. Suddenlyit came to a self- imposed barrier-the toxicity of the HMPA polymerization solvent.Du Pont pays much attention to the toxicity and handling of hazardous materiais.Use of HMPA on a large scale was new,but the material was well known for many years and there were no highly unusual toxic effects reported. To be completely sure about HMPA toxicity,a lifetime expo-
sure study with rats was initiated by Du Pont to determine Fig.4.The arrangement of PPD-T crystallites in a Kevlar fiber.
any possible carcinogenicity potential.110 This studywas one of the first of its kind,and carried out purely as a precau- tionary measure.The results of that study showed that
HMPA was an experimental animal carcinogen. Immediate 5.Scale-Up to a Market Development Plant
steps were taken in the handling of HMPA to be certain that
there was no hazard to the workers,the community,or the The air-gap spinning discovery was an invention worthy
customers. of scale-up.The product was certainly unique,the process
It is,however,preferable not to use a potentially hazard- scalable and the economics satisfactory.The next step in the
ous material if a safer alternative can be found.Therefore,a innovation process and the next obstacle was to scale-up to
crash technical program was mounted to find an HMPA a market development plant. Translation of a laboratory
replacement. The task was to find an acceptable polymeriza- discovery to a practical, scalable, commercializableprocess
tion solvent of low toxicity; one that would give polymer is one of the hardest tasks faced by any technology-driven
yielding fiber properties identical to those already intro- industry. In the case of Kevlar, a task force of dozens of
duced to the trade,as well as fitting into the process and the scientists and engineers of many disciplines was assembled.
expensive equipment layout designed for polymerization in Angew.Chem.Int.Ed.Engl.Adv.Mater.28(1989) No.5
651 PIAEN UNSE
PuN PeEeA里
一
2a⑱1⑯1421086420 Tenacity(dN/ex)
ADVANCED
Tanner et al./The Kevlar Story--an Advanced Materials Case Study MATERIALS
HMPA.The chemistry turned out to be relatively straight-
described.Perhaps an even greater challenge was to demon- forward.The combination of N-methylpyrrolidone
strate the market potential of Kevlar.This was necessary to (NMP) and calcium chloride was selected as the solvent of
justify the final step in the innovation process, a full scale choice.The engineering and product development were,
commercial plant requiring a huge US $ 400,000,000 invest- however,formidable challenges.
ment.Hence,throughout the development there was inten- Polymerization in NMP/CaCl2 proceeded smoothly and a
sive parallel effort to find practical applications for this new high inherent viscosity polymer was obtained with no diffi-
fiber.For Kevlar to be a commercial success a sufficient culty.The polymer,however,could not be spun to the equiv-
value in use had to be found versus incumbent fibers like alent tenacity of the same inherent viscosity polymer pre-
Nylon,steel,fiberglass and carbon to warrant a pricing pared in HMPA. The problem turned out to be molecular
structure that made economic sense. weight distribution.The data showed that at equal inherent
viscosity,the average molecular weight of polymer made in the NMP/CaCl2 system was lower than in the HMPA sys-
7.Systems Approach to Applications for Kevlar tem.Using a gel permeation chromatography technique,this
difference was traced to the presence of a large low molecular
Early in the development, it was recognized that Kevlar weight fraction in the NMP/CaCl, system(Fig.5).Further
was'a unique fiber that would not automatically fit into analysis showed that this resulted from precipitation of
existing applications. This became apparent from initial oligomers from the polymerization mixture.These were not
evaluation in tires,ballistics,composites,ropes,cables,etc. Each application had to be looked at as a "system" requiring a systems approach.Early partnerships with customers were vital to success. This part of the program can be as scientif- ically challenging and exciting as the p-aramid discovery it- self.
As a framework for thinking about the total system a
simple tetrahedral model can be visualized (Fig. 6). At the Low Molecular
base,each corner represents a different knowledge center in Weight Fraction
the development.At the left corner is the chemical structure, e.g,the polymer comnposition. At the right corner is the
physical structure,e.g.,the degree of orientation or crys- 3
5
6
tallinity.The back corner represents the fiber properties,e.g., Log Molecutar Weight
tensile or surface characteristics.Ongoing iteration between
these three base corners,which can be referred to as molecu- Fig.5.Molecular weight distribbution curve for PPD-T prepared in HMPA and
in NMP/CaCl,by gei permeation chromatography (GPC).
lar and process engineering, is important. However,this model adds a third dimension at the apex of the tetrahedron.
It involves the creative integration of the base technologies present in the HMPA system because of it's superior solvat-
to give an advanced, composite structure. The selection of ing power.The problem was solved through the design of a
design criteria for parts,devices,and objects,i.e.,"systems" reactor system to eliminate early nucleation and precipita-
engineering,has been vital to Kevlar product development. tion of low molecular weight polymer. This is another
It requires the combined talents of professionals in many example where solving a problem required multidisciplinary
disciplines.A final advanced structure usually involves much chemical and engineering skills.Extensive internal and trade
innteraction between each corner of the tetrahedron and testing demonstrated that the Kevlar fibers made in the two
polymerization systems were indistinguishable.
The program to find an alternative solvent took an esti-
Composite mated 40 man-years of technical effort.Throughout the
Structure scale-up phase there was an underlying confidence in the
multidisciplinary team.There was no hurdie that couild not be jumped,although at times it took considerable energyand support to do so.
6.Full Commercialization of Kevlar
PIOSeSS
Fiber Properties Thus far,the need,the discovery phase,the obstacles in
Physicar Chemical
Structura
Struclure moving the R&D along,and the process development hur-
dles in scale-up to a market development plant have bcen
Fig. 6. Tetrahedral model of a systems approach to applications development. 652
Angewr.Chem.Int.Ed.Engl. Adv.Mater.28(1989) No.5
Systems Encineering
Detector Count
Tanner et al./The Kevlar Story--an Advanced Materials Case Study
ADVANCED
MATERIALS sometimes multiple products organized into an integrated
carbons.This reduced friction, heat buildup, abrasion and total system.
internal shear stresses resulting in a six-fold improvement. To illustrate the systems approach, two examples have
The third approach was to optimize the twist helix angl to been selected:Kevlar in ropes and cables and in composites.
minimize radial squeezing forces without seriously affecting The main driving force for Kevlar in ropes and cables is the
other rope properties. This gave an additional two-fold im- high strength per unit weight, inherent low elongation and
provement.The result was a rope having more than three low creep. In air, the specific strength is seven times,and in
times the life of steel in severe laboratory tests and more than sea water more than twenty times that of steel. This means
five times in service. More than a dozen oil rigs have utilized one can use smaller,lighter more easily handled lines.In long
Kevlar riser-tensioner lines,including those from major dril- lengths where the self-weight of steel becomes critical,Kevlar
ling contractors such as Santa Fe International,Western can offer a greater payload.
Oceanic,Zapata and Sedco. The application to be described is that of a riser-tensioner
A future application of Kevlar rope under development is line.The systems technology involved a specially engineered
that of deep water mooring lines for the same type of oil rope design to reduce internal stresses in ordcr to increase
platforms that use riser-tensioner lines.Here the light weight wear life.Riser-tensioner lines are used on floating offshore
of Kevlar gives less sag than heavy steel chain or steeI wire oil drilling platforms, where their purpose is to keep the rise
rope.This allows operation at water depths several times pipe or outer drill casing at a constant elevation and under
that of steel. A one million pound break strength Kevlar uniform tension while the vessel surges with the waves.These
rope has been deployed by Conoco in the Gulf of Mexico are normally 44 mm diameter steel wire ropes which experi-
and by Petrobras off the coast of Brazil. ence considerable cycling over pulleys as the platform
The next systems example involves the use of Kevlar in moves. Laboratory studies had shown that small diameter
aircraft composites.The materials base is Kevlar,carbon Kevlar ropes could far surpass steel in cycling performance
fiber, and epoxy resin. The driving force is high tensile over pulleys. However, scale-up of the best small constuc-
strength and modulus per unit of weight and toughness.The tions to 44 mm diameter surprisingly gave rope lifetimes that
systems technology involves hybrids of Kevlar and carbon were only 5-10% that of steel wire rope.Analysis showed
fibers reinforcing an epoxy resin to gain the best balance of that internal forces in the twisted rope rise rapidly with in-
mechanical properties and damage tolerance,i.e.,the ability creasing diameter.(12.13)These internal loads stem from ra-
to tolerate abuse and to survive a catastrophic impact. Car- dial squeezing forces which increase rapidly with increasing
bon fiber confers high stiffness and compressive strength1but twist levels,bringing pressure against the pulleys and leading
because of its rigid coplanar ring structure it is unyielding to high frictional heating, high internal abrasion, and shear
and fails by brittle fracture.Hence,it is unable to survive a fatigue failure of yarn as the rope elements move.
catastrophic impact. Cooperation with steel cable manufacturers lead to several
Kevlar has structural features that lead to good damage design changes (i.e.,Fig.7)which improved the lifetime of
tolerance because of a ductile compressive failure mode.This can occur by a compressive buckling of PPD-T 403 Forbidden a compressive strain of about 0.5%, we believe that a buckling of p-aramid molecules occurs by molecular rotation of the amide C-N bonds to accomodate configurational changes. Figure 8 shows the shift that we believe is occurring from the trans configuration shown on the left to the cis shown on the right.This can result in a yielding to the imposed stress
without bond cleavage.The result is an accordion-like col- Former Construction
Redesigned Rope
·Strands same size
Three strand sizes
lapse on impact. This continues to be a useful model for
·Uniubricated
·Layers at same helix angle
·Lubricated(5.9x)
explaining the compressive properties of Kevlar com-
·Strands nested(5x)
·High helix angle
·Lower helix angle(1.7x)
posites.(14) Fig.7.Rope constructions.
Kevlar ropes over 50-fold.On the left is the former construc- tion, and on the right the redesigned rope. One change was to increase the number of strand sizes from one to three.The purpose was to minimize cross-overs of inner and outer strand layers by nesting the outer strands in the inner layer. This compacted the structure and spread the lateral loads uniformly over a greater area giving a five-fold improvement
trans in lifetime.A second change was to lubricate the strands by
jacketing each strand with a braid impregnated with fluoro-
Fig. 8. PPD-T chain buckling under compression. Angew.Chem.Int.Ed. Engl.Adv.Mater.28(1989) No.5
653
ADVANCED
Tanner et al./The Kevlar Story--an Advanced Materials Case Study MATERIALS
The response of Kevlar to compressive strain resembles
sure vessels.The Kevlar provides external damage protee that of aluminum. This metal-like ductility of Kevlar rein-
tion,particularly during transport. forced composites is illustrated by the flexural stress-strain
behavior for epoxy matrix composites containing carbon, glass, Kevlar, and aluminum (Fig.9). This is because in
8.Summary
Limited space permits description of only two examples of 1350
Carbon
Kevlar applications research.There are numerous others.In
the early product development there were some indications E-Glass
1000
that Kevlar would go mainly into tire reinforcement.This
has turned out not to be true.In the mid-seventies Kevlar 700
Aluminum
was participating in only ten market segments and less than
fifty specific applications, but today, it is in more than twen- 350
ty market segments,serving more than two hundred ápplica- P-Aramid
tions,and continued growth is anticipated. Kevlar is pro-
duced in a 45 million pound plant in Richmond,VA, USA. 0
0.5 1.0 1.5 2.0 2.5 3.0
In 1988, a second plant was started up in Northern Ireland Flexural Strain(%)
and plans for a third plant in Japan were announced. The Fig. 9. Flexural stress strain curves of unidirectional epoxy matrix composites.
Kevlar innovation story exemplifies the kind of obstacles,
interdisciplinary skills and systems approach involved in bending,one side of the composite is in compression and the
bringing a laboratory discovery to commercial reality.The accordion-like “yielding” contributes to the metal-like be-
story is still unfolding and applications currently not envi- havior.Crashworthy composite systems have been explored
sioned will undoubtedly become important in the future. using a crushed tube test to compare materials.This test
Received:December 19.1988. involves the crushing of filament wound tubes with a drop-
weight impact tester.There is a marked difference between the failure modes of Kevlar aramid and carbon fiber-wound tubes.The tube reinforced with Kevlar fails by a progressive
[I]S.L.Kwolek.U.S.Par. Reissue 30,352 (Du Pont) 1980. buckling mode, similar to that observed for an aluminum
[2] P.J. Flory,Adv. Polym. Sci.59(1984)1-36.
(3) S.P. Popkov. Adv. Polvm. Sci. 59(1984)76-99. tube.The structure is damaged but still intact and able to
[4]P.W.Morgan,Macromolecules 10(1977) 1381. sustain a load.The carbon fiber-wound tube shatters.How-
[5]S.L. Kwolek,P.W. Morgan,I. R. Schaefgen,L.W. Gulrich. Macre ever, it does reach and sustain a higher load just priorto
molecules 10(1977)1390.
[6] T.I.Bair.P.W.Morgan.F.L.Kilian.Macromolecules 10(1977)1396 failure, and absorbs more total energy in the crushing pro-
[7]H.Blades, U.S.Pat.3 767 756(Du Pont) 1973. cess than does the tube wound with Kevlar.
[8] H.Blades.U.S. Par. 3869 429 (Du Pont) 1975.
[9] M.G.Northolt.Eur.Po/ym.J.10(1974)799. Hybrid technology that combines Kevlar and carbon fiber
[10] K.P.Lee.H.J. Trochimowicz.To.xicol.Appl.Pharmacol.62(1982)90- as a wound structure offers a better balance of properties.
103. High energy absorption,within 7% of that of the all-carbon
[11]W.B.Black.I. Preston in H.Mark(Ed.):Man-Made Fibers.Vol.2.Inter science.New York 1968,p.297-301.
tubes, and good structural integrity after crushing, ap-
[12] P.T. Gibson:Analytical and Experimental Investigation of Aireraft Arrest- proaching that of the aramid-wound tube, is achieved.Hy-
ing Gear Purchase Cable (NTIS Report AD 904263) Battelle Meniorial brid composites of Kevlar and carbon fibers are used in
Institute. Columbus. OH. USA. July 3.1967.
[13] P.T.Gibson:Contimuationof Analytical and Experimienial Investigation of commercial aircraft such as the Boeing 767,757,and 737,as
Aircrafi Arresting Geur Purchase Cable (NTIS Report AD 869092) Bai well as in helicopters and commuter aircraft.Other applica-
telle Memorial Institute, Columbus, OH, USA. April 8, 1969.
[14]For an additional perspective on compressive failure see S.I.De Teress. tions under development include filament wound structures,
R.S. Porter, R.J Farris,L. Mater.Sci.23(1988) 1886-1894:ibid.20 for example, those used in Trident missile cases and in pres-
(1985)1645-1659 The following reviews will be published in future issues:
T.Kodas:Generation of Complex Metal Oxides by Aerosol Processes:Superconducting Ceramic Particles and Films H.Warlimont:Rapidly Quenched Materials
H.-W.Schmidt:Dichroic Dyes and Liquid Crystal Side Chain Polymers R.Eidenschink:Liquid Crystals-New Compounds,New Applications E.Hondros:Materials for the 21st Century
F. Stoddart:The Structure Directed Synthesis of New Organic Materials 654
Angewr.Chem.Int.Ed.Engl. Adr.Muter.28 (1989)No.5 Stress MPA























































Fiber-reinforced Compositesing high tensile Strength and Modulus, light weight, thermal and dimensional stability, and other unique properties of Kevlar Fiber v Using of Product: Kevlar 49 and 149 Advantages: light weight, high tensile strength and modulus, outstanding toughness and high impact resistance


Ropes and Cables of Kevlar Aramid Fiber v Ropes and Cables with Kevlar Fiber: High Strength, and Light Weight v Extensive development and applications in Ropes and Cables v Using of Product: Kevlar 29 and 49 yarns v Applications:Antennae Guide Wires, Fish line, Industrial and Marine utility ropes, Lifting Slings, Emergency Tow Lines, Netting and Webbing
2 Twaron and Technora in Optical Fiber Cables •Heat resistance
O
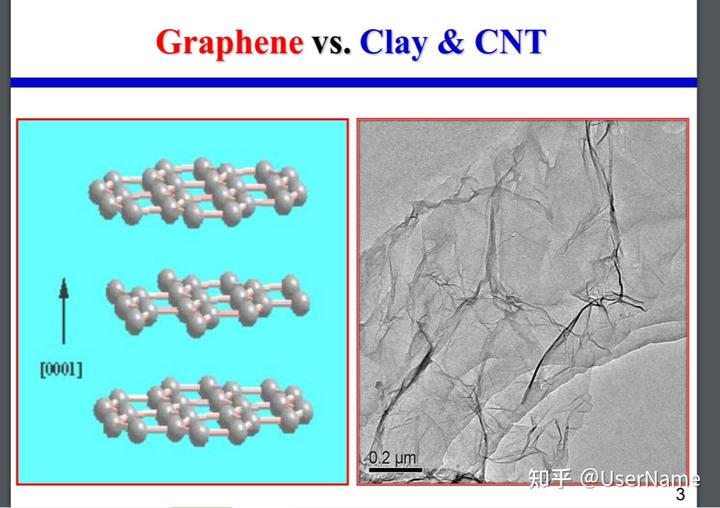
Graphene,2004,曼彻斯特大学,2010年诺贝尔物理学奖
Andre Geim K.Novoselov
Graphene vs. Clay & CNT [1000]
3
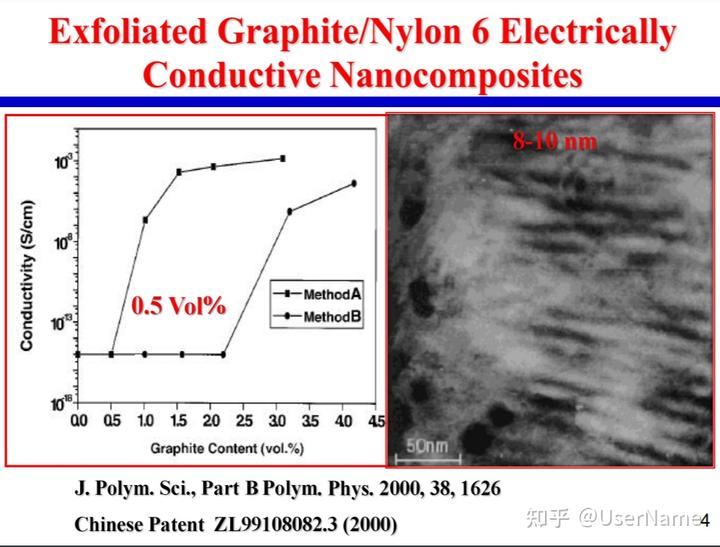
Exfoliated Graphite/Nylon 6 Electrically
Conductive Nanocomposites
8-10 nm 10
→-MethodA
MethodB
00 05 10 15 20 25 30 35 40 45
Graphite Content(vol.%)
50nm J.Polym.Sci.,Part B Polym. Phys.2000,38,1626 Chinese Patent ZL99108082.3(2000)
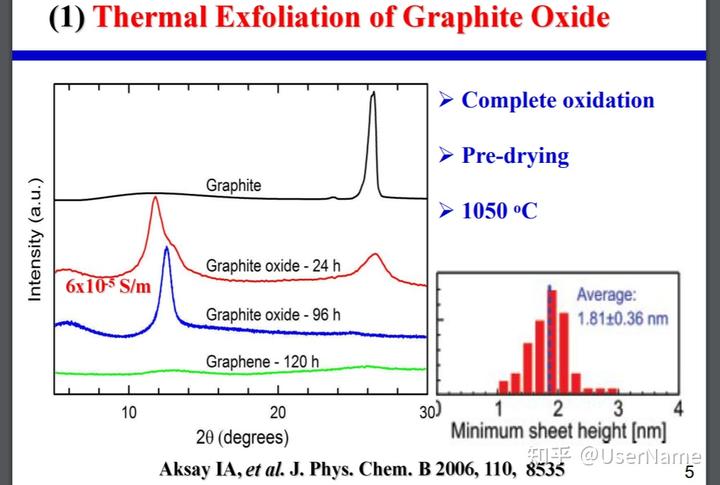
4 (1) Thermal Exfoliation of Graphite Oxide
Complete oxidation >Pre-drying
Graphite
>1050℃C Graphite oxide-24 h
6x105S/m
Average: Graphite oxide-96 h
1.81±0.36 nm Graphene-120 h
10
20
30)
1
2
3
4 20(degrees)
Minimum sheet height [nm] Aksay IA, et al. J. Phys. Chem. B 2006,110,8535
5 Conductivity(S/cm)
Intensity (a.u.)
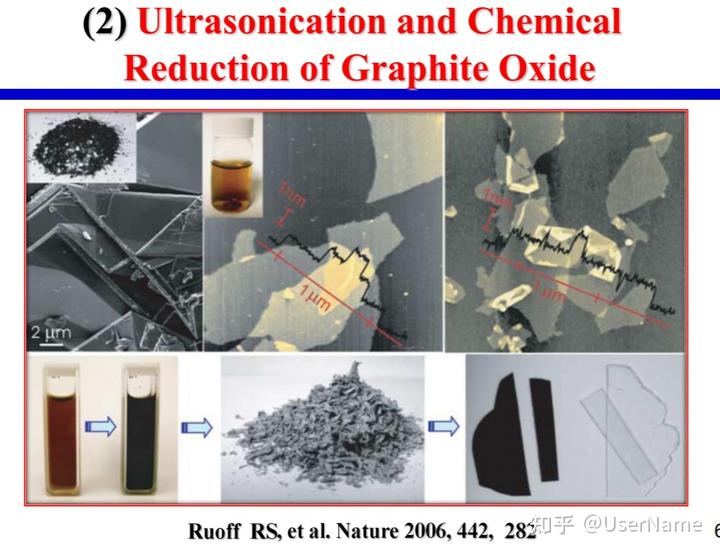
(2) Ultrasonication and Chemical Reduction of Graphite Oxide
Ruoff RS,et al. Nature 2006,442, 282
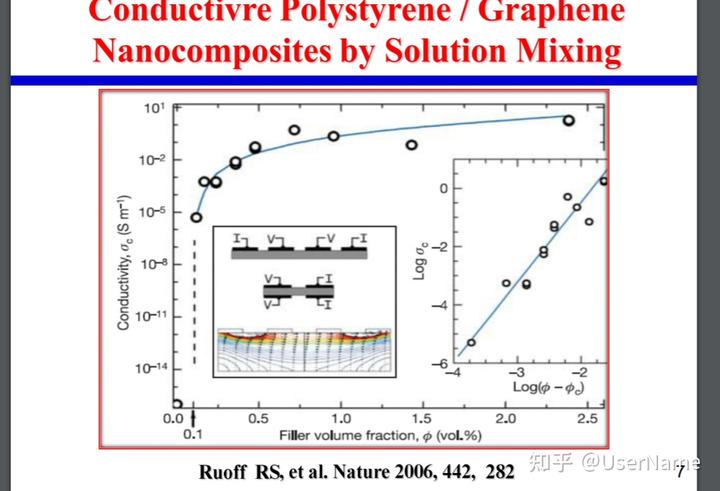
6 Conductivre Polystyrene/Graphene
Nanocomposites by Solution Mixing 101
10-2 10-5
8 -2
8 10-8
10-11 10-14
-3 -2
Log(φ-Φ) 0.0
0.5
1.0
1.5
2.0
2.5 0.1
Filler volume fraction,ø(vol.%) Ruoff RS,et al. Nature 2006,442, 282
7 Log o。
Conductivity,o。(Sm-1)
Some Issues
Thermal
Ultrasonication exfoliation
Modification 1050℃C
+ 750m2/g
Reduction Prof. Aksay JPC B 2006
Prof.Ruoff
Nature 2006 Thermal Exfoliation:Muffle Furnace,High T
Ultrasonication:Modification +Reduction Application in Polymers: How to get dispersion
8 Recent Progress
Surface Modification,Reduction,and Dispersion (1) Simultaneous Surface Functionalization and Reduction of Graphene Oxide with ODA
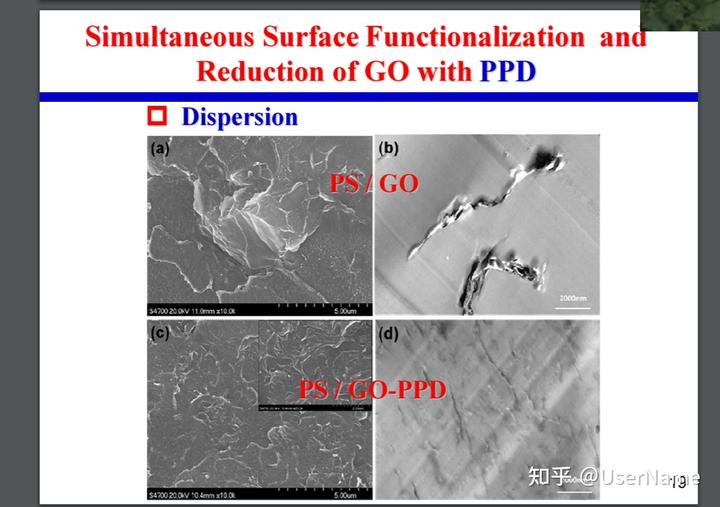
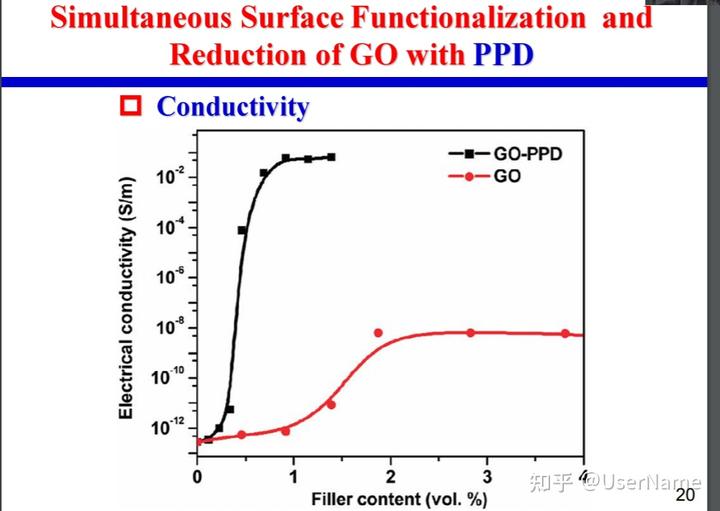
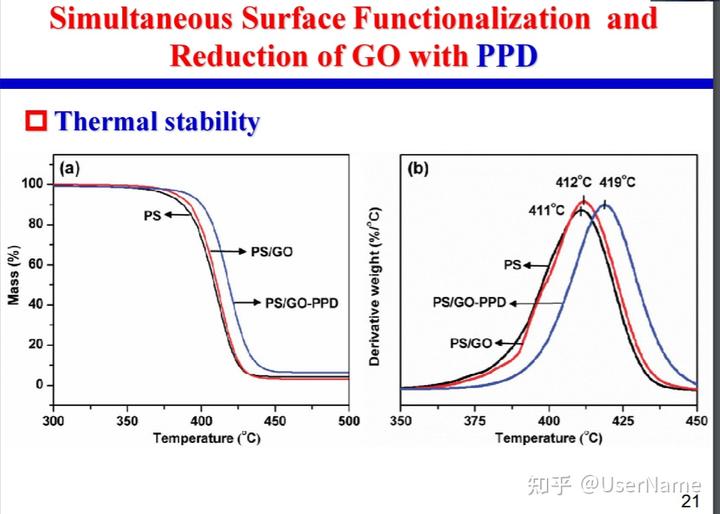
(2) Simultaneous Surface Functionalization and Reduction of Graphene Oxide with PPD
(3) Electrically Conductive Nylon 6/ Graphene Oxide Nanocomposites by in-situ Reduction
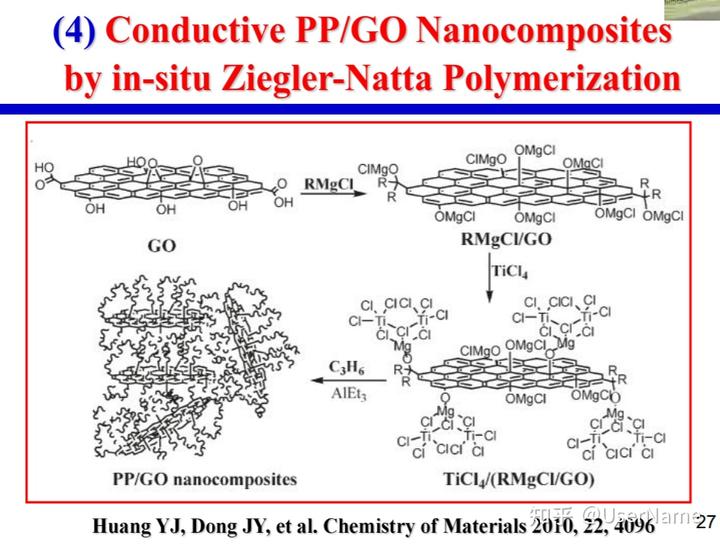
(4) Electrically Conductive PP/Graphene Oxide Nanocomposites by in-situ Ziegler-Natta Polymerization
Conductive Nanocomposites with Less Graphene (5) Higher Electrical Conductivity of Polymer with Lower Graphene Content
(6) Tough and Conductive Polymer-Graphene Microcellular Foams
9
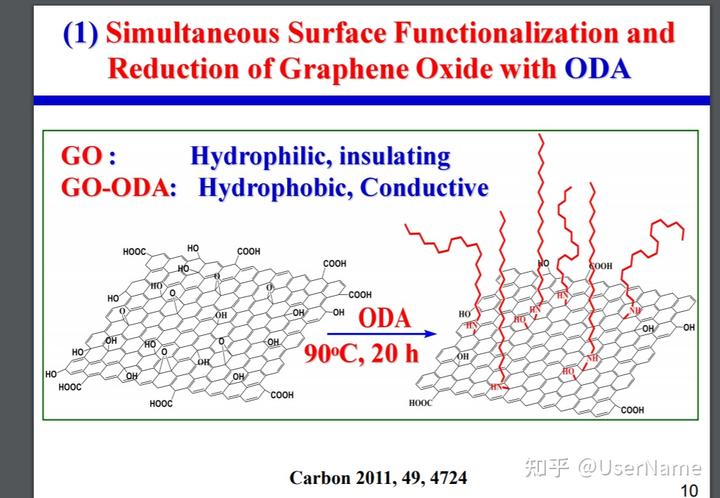
(1)
Simultaneous Surface Functionalization and
Reduction of Graphene Oxide with ODA GO:
Hydrophilic,insulating GO-ODA:
Hydrophobic,Conductive HOOC
HO COOH HO
COOH
COOH H0
0 HO
-COOH OH
OH HO
ODA
HO
HO HO
RO
0
HO HO
OH 0
90°C,20h OH
HO
OH HO
HOOC
COOH HOOC
HOOC
COOH Carbon 2011,49,4724
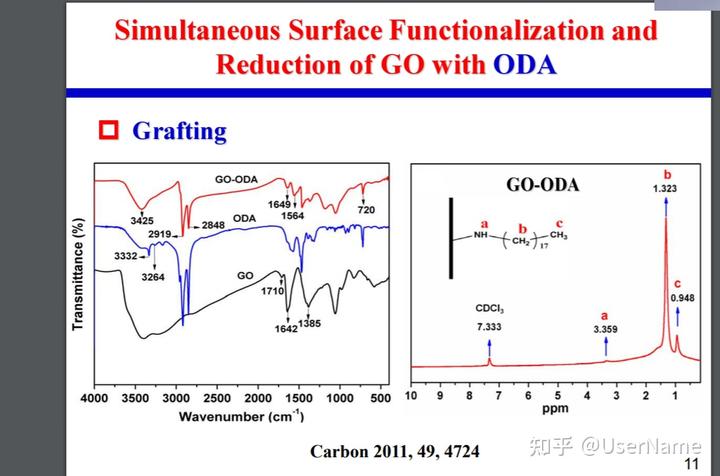
10 Simultaneous Surface Functionalization and
Reduction of GO with ODA Grafting
b GO-ODA
GO-ODA
1.323 1649
720 3425
ODA
1564 2848
HN 2919
3332 3264
GO
0.948 CDCI3
a 1642
1385
7.333
3.359 4000
3500
3000 2500 2000
1500 1000 500 10
8 7 6 5 4 3
2 6
ppm Wavenumber(c㎡)
Carbon 2011,49,4724
11 Transmittance(%)
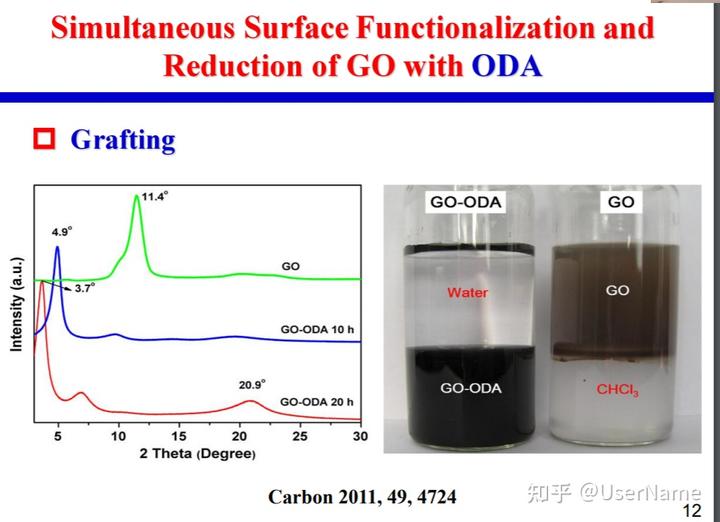
Simultaneous Surface Functionalization and
Reduction of GO with ODA
Grafting
11.4
GO-ODA
GO GO
Water
GO GO-ODA 10 h
20.9°
GO-ODA
CHCI3 GO-ODA 20 h
5
10
15 20
25
30 2 Theta (Degree)
Carbon 2011,49,4724
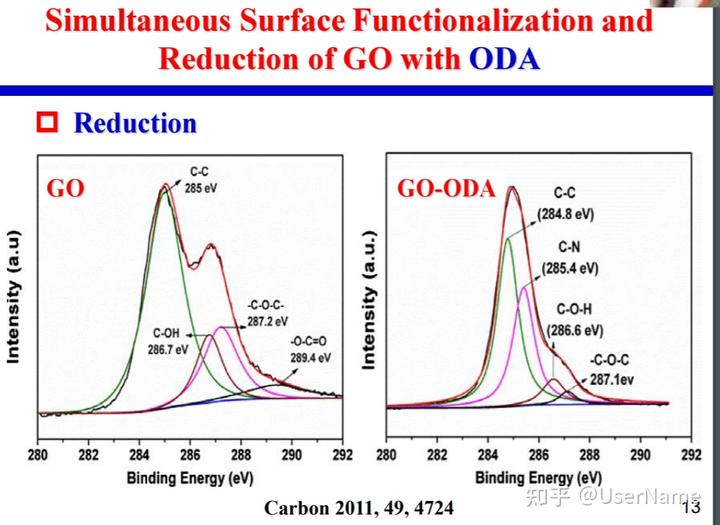
12 Simultaneous Surface Functionalization and
Reduction of GO with ODA Reduction
C-C GO
GO-ODA
C-C 285 eV
(284.8 eV) C-N
(285.4 eV) -C-O-C.
287.2 eV C-OH
-O-C=0 286.7 eV
289.4 eV
-C-O-C
287.1ev 280
282 284 286 288 290 292 280 282 284 286 288 290
292 Binding Energy (ev)
Binding Energy (eV) Carbon 2011,49,4724
13 Intensity (a.u.)
Intensity (a.u) Intensity (a.u.)
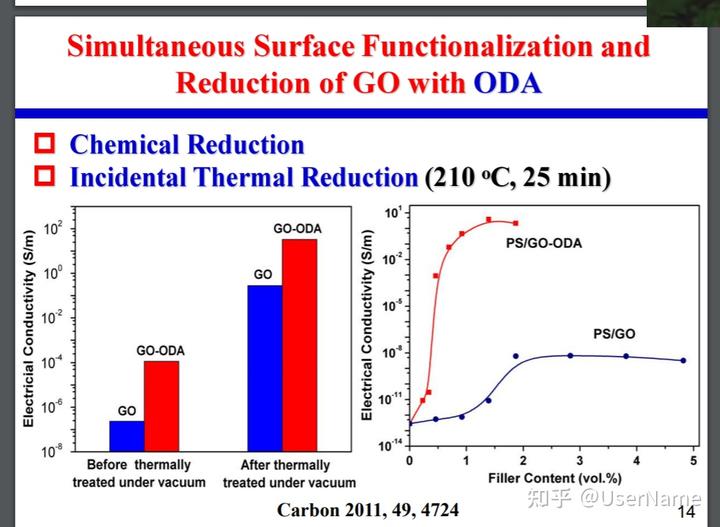
Simultaneous Surface Functionalization and
Reduction of GO with ODA
Chemical Reduction
Incidental Thermal Reduction (210°C,25 mmin)
10
102
GO-ODA
PS/GO-ODA 10
10°
GO
10 10
2
PS/GO GO-ODA
10 104
10 10
GO 10
0
2 3
5 Before thermally
After thermnally treated under vacuum
treated under vacuum
Filler Content (vol.%) Carbon 2011,49,4724
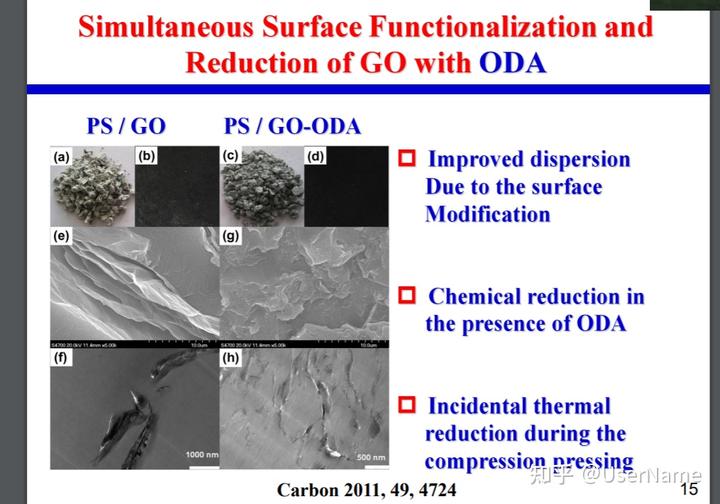
14 Simultaneous Surface Functionalization and
Reduction of GO with ODA PS/GO
PS/GO-ODA (a)
(b)
(c)
(d)
Improved dispersion Due to the surface
Modification (e)
(g)
Chemical reduction in
the presence of ODA (f)
(4)
Incidental thermal
reduction during the 1000nm
nm
compression pressing Carbon 2011,49,4724
15 Electrical Conductivity(S/m)
Electricial Conductivity (S/m)
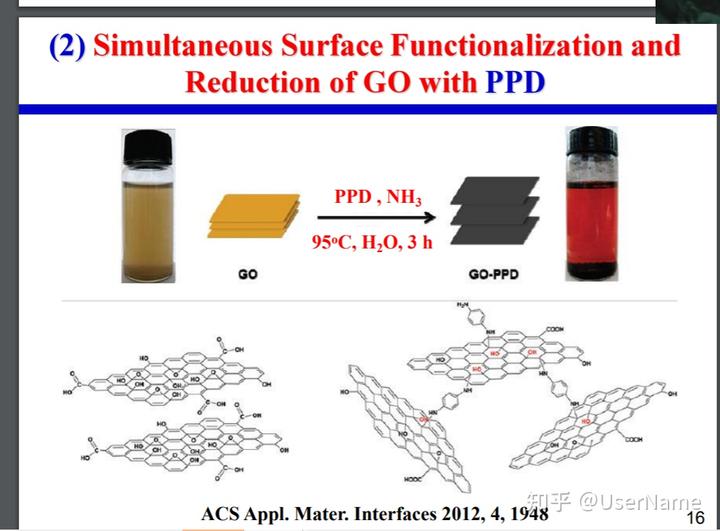
Simultaneous Surface Functionalization and
Reduction of GO with PPD
PPD,NH3
95℃C,H2O,3h GO
GO-PPD
ACS Appl. Mater. Interfaces 2012,4,1948
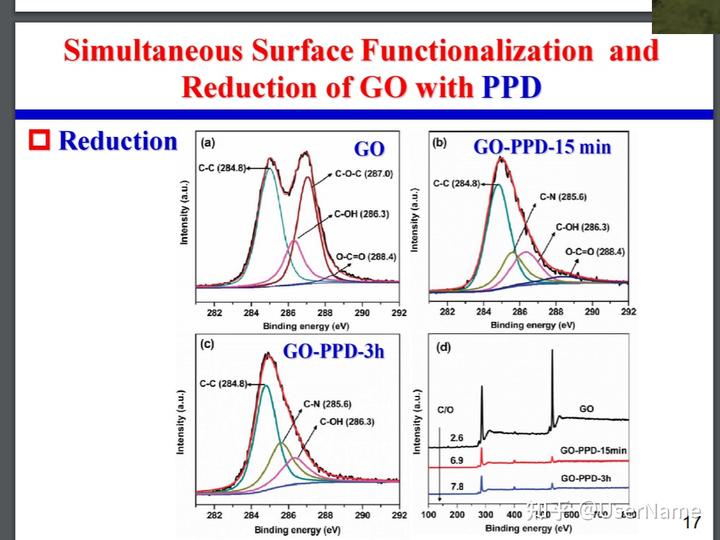
16 Simultaneous Surface Functionalization and
Reduction of GO with PPD Reduction
GO
(b)
GO-PPD-15 min (e)
C-C(284.8)
c-D-C (287.0)
C-C(284.8)
C-N(285.6) .C-OH(286.3)
AA
C-OH(286.3) O-C=O(268.4)
o-C=0(288.4) 1111
282
284 286 2B8
290 292 282 284 286 288 290
292 Binding energy(eV)
Binding energy (eV) (c)
GO-PPD-3h
(d) C-C(284.8)
C/O
GO C-OH (286.3)
2
2.6
GO-PPD-15min 6.9
GO-PPD-3h 7.8
282 284 286 288 290 292
100 200
300 400 500 600 700 800
17 Binding energy (eV)
Binding energy(ev) Intensity (a.u.)
Intensity (a.u.) Intensity (a.u.)
Intensity (a.u.)
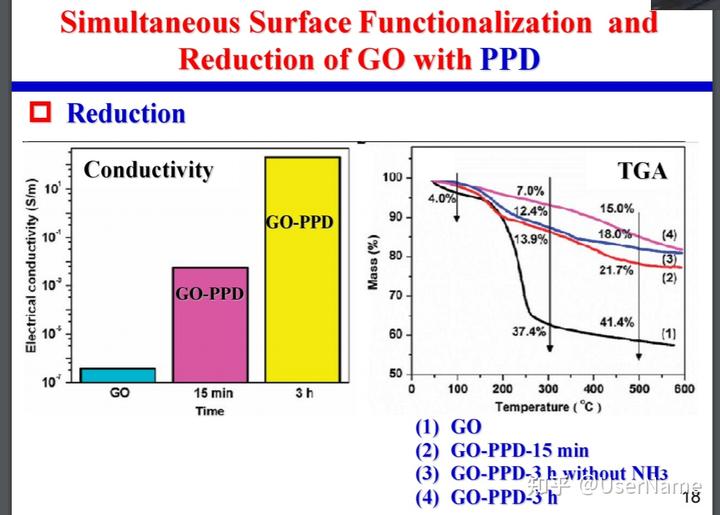
Simultaneous Surface Functionalization and
Reduction of GO with PPD
Reduction Conductivity
TGA 100
10
7.0% 화
GO-PPD
90
12.4%
15.0% 10
13.9%
18.0%
(4) -08
(3) 21.7%
(2) 10°
GO-PPD
70
41.4% 10
60
37.4%
(1) 50
10
GO
15 min
3h
0 100 200 300 400 500
600 Time
Temperature(℃) (1) GO
(2) GO-PPD-15 min
(3) GO-PPD-3 h without NH3 (4) GO-PPD-3h
18 Simultaneous Surface Functionalization and
Reduction of GO with PPD Dispersion
(a)
(b)
PS/GO S4700 20.0■V 11.0mm x10.0
(c)
(p)
PS/GO-PPD
19 S4700 200NV 10kmm x10.0i
Mass(%) Electrical conductivity (S/m)
Simultaneous Surface Functionalization and
Reduction of GO with PPD
Conductivity
一■-GO-PPD 102
-·-GO 104
10 10 10 10 10
T
T 0
1
2
3
4 Filler content(vol.%)
20 Simultaneous Surface Functionalization and
Reduction of GO with PPD
Thermal stability (a)
(b) 100
412℃ 419℃ PS
411℃ -08
PS/GO 60-
PS 40-
→PS/GO-PPD
PS/GO-PPD 20-
PS/GO+ -0
300
350
400
450
500 350
375
400
425
450 Temperature(℃C)
Temperature(℃)
21 Derivative weight(%/C)
Electrical conductivity (S/m) Mass(%)
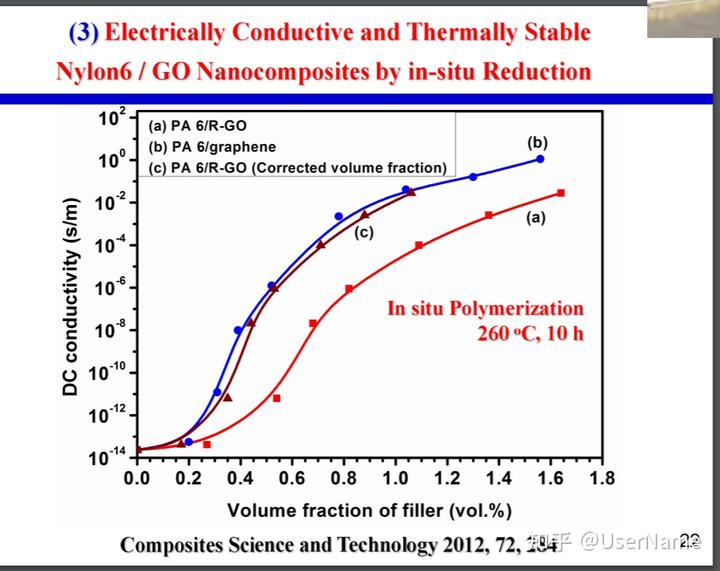
(3)
Electrically Conductive and Thermally Stable Nylon6/GO Nanocomposites by in-situ Reduction 102
(a) PA 6/R-GO 10°
(b) PA 6/graphene
(b) (c) PA 6/R-GO (Corrected volume fraction)
10
(a) (c)
10 10
In situ Polymerization 10
260°C,10h 10
-10 10 10-14 0.0 0.2 0.4
0.6 0.8
1.0 1.2 1.4 1.6
1.8 Volume fraction of filler (vol.%)
Composites Science and Technology 2012, 72,284
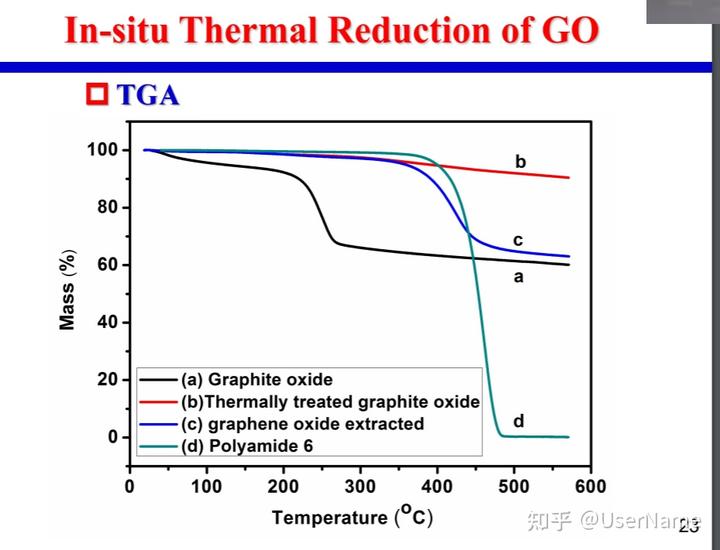
22 In-situ Thermal Reduction of GO
TGA 100-
b 80-
C 60-
a 40-
20--(a)Graphite oxide
(b)Thermally treated graphite oxide (c) graphene oxide extracted
d 0-
(d) Polyamide 6 0
100
200
300
400
500
600 Temperature(°c)
23 DC conductivity (s/m)
Mass(%)
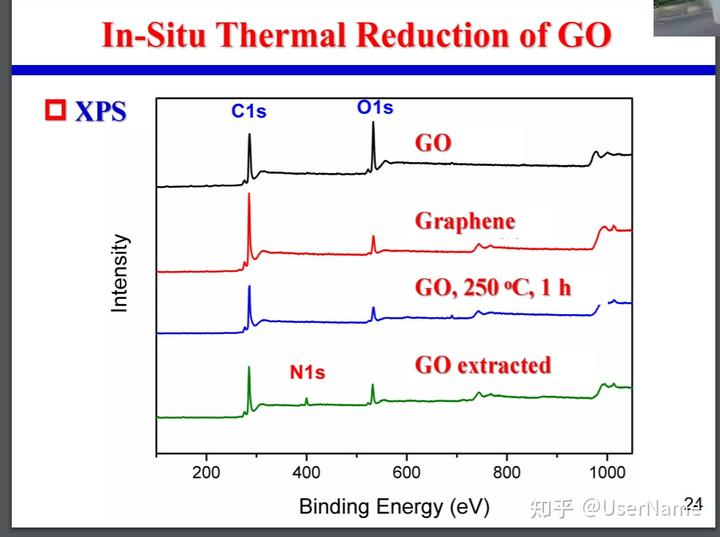
In-Situ Thermal Reduction of GO XPS
C1s
O1s GO
Graphene
GO,250°C,1h N1s
GO extracted 200
400
600
800
1000 Binding Energy (eV)
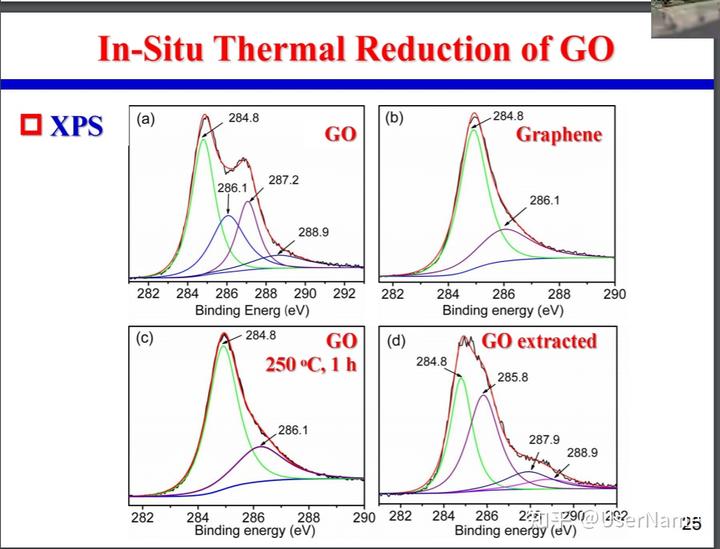
24 In-Situ Thermal Reduction of GO
XPS
(a)
284.8
(b)
284.8
Graphene GO
287.2 286.1
286.1 288.9
282 284
286 288 290 292 282 284 286 288
290 Binding Energ (eV)
Binding energy (eV) (c)
284.8
GO (d)
GO extracted 250°C,1h
284.8
285.8 286.1
287.9
288.9 282
284 286 288 290 282 284 286 288 290 292
25 Binding energy (eV)
Binding energy (eV) Intensity
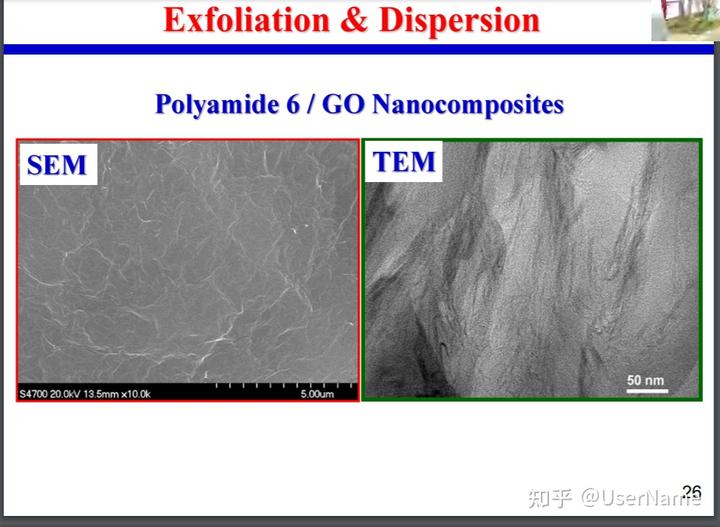
Exfoliation & Dispersion
Polyamide 6 / GO Nanocomposites SEM
TEM
50 nm S4700 20.0kV 13.5mm x10.0k
26 (4) Conductive PP/GO Nanocomposites
by in-situ Ziegler-Natta Polymerization
OMgCI
HO
CIMgO
CIMgO
OMgCI O
0
RMgCI
R+
밥렬
8 OH
OH OH
OMgCI
OMgCI
OMgCI OMgCI GO
RMgCV/GO
TiC14 CI,CICI、CI
Ti-CI
CI,CICI、CI Cl-Ti
CI-TI■T-CI CI CI CI
CI CI CI Mg
CIMgO
OMgCI Mg O
C3H6 R+ ←
刘切 AIEt3
O
OMgCI
OMgCO Mg
CI Ci CI
CI Ci
CI Cl-T
Ti-Cl
Ti-CI 1-10
cí clcI cl
cí CICI CI PP/GO nanocomposites
TiCl4/(RMgCI/GO) Huang YJ, Dong JY, et al. Chemistry of Materials 2010,22,4096
27
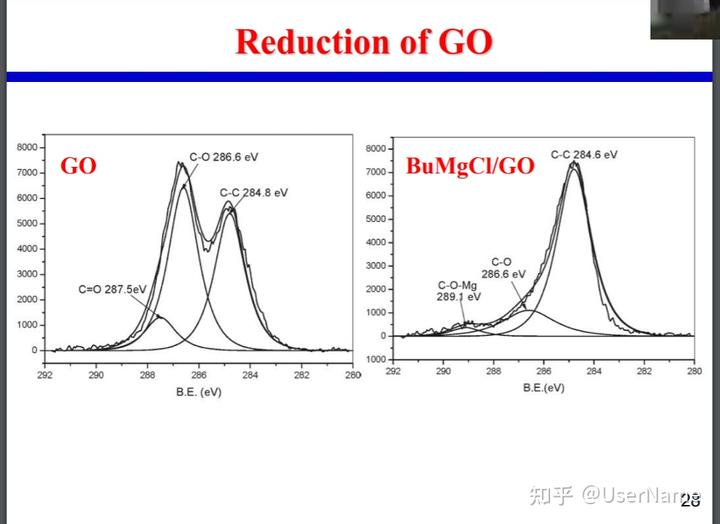
Reduction of GO
8000
8000
GO
C-O 286.6 eV
BuMgCI/GO
C-C 284.6 eV
7000
7000
6000
C-C 284.8 eV
6000-
5000
5000
4000
4000
3000-
C-O
3000
286.6 eV
C=O 287.5eV
2000-
C-O-Mg
2000
289.1 eV
1000
1000
0
0
1000
292
290
288
286
284
282
280
292
290
288
286
284
282
280
B.E.(eV)
B.E.(eV)
28
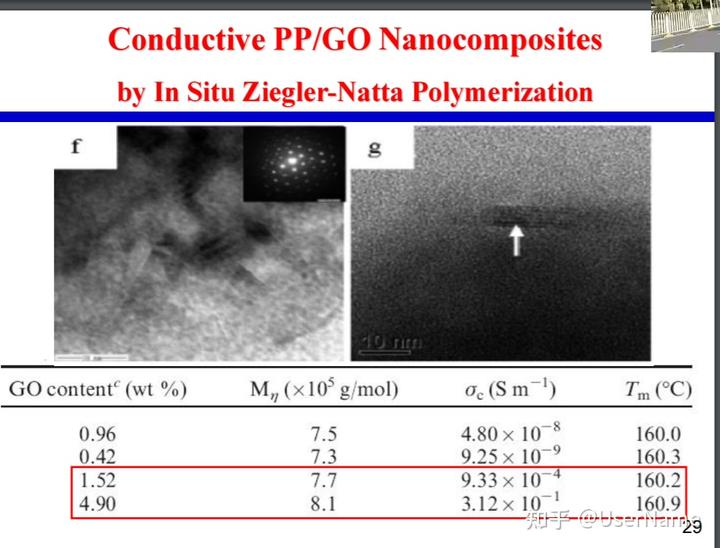
Conductive PP/GO Nanocomposites
by In Situ Ziegler-Natta Polymerization
f
g
↑
uI 0
GO content(wt%)
M,(x105g/mol)
0c(Sm-1)
Tm(℃C)
0.96
7.5
4.80x10-8
160.0
0.42
7.3
9.25x10-9
160.3
1.52
7.7
9.33x10-4
160.2
4.90
8.1
3.12x10-1
160.9
29
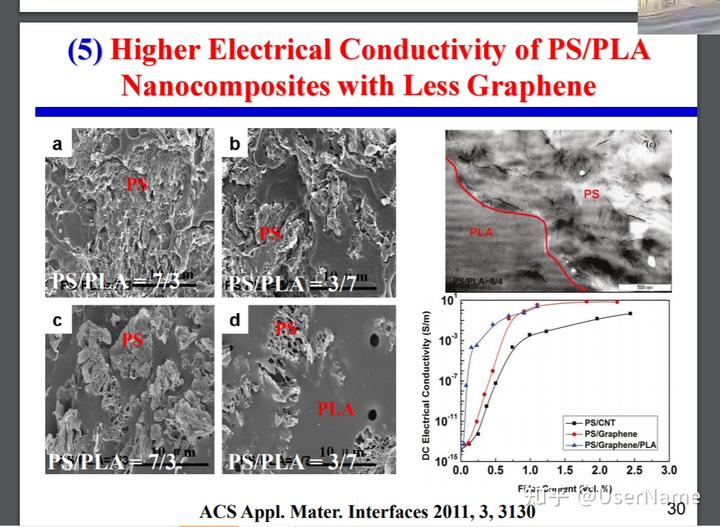
(5) Higher Electrical Conductivity of PS/PLA Nanocomposites with Less Graphene
PS S/PLA3-73
BS/PLA=3/
PS/PLA=8/4 10
20司 10
10 10
PS/CNT PS/Graphene
PS/Graphene/PLA 10mm
PSP版
10 0.0 0.5 1.0 1.5 2.0 2.5
3.0 Filler Content(Vol.%)
ACS Appl.Mater. Interfaces 2011,3,3130
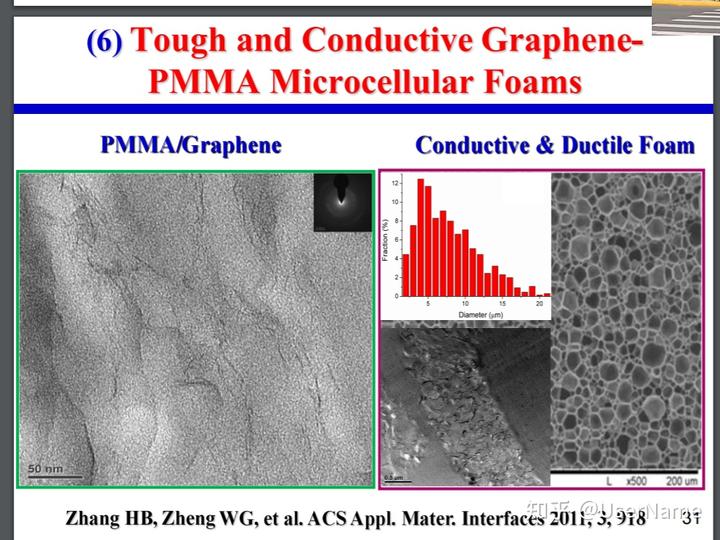
30 (6) Tough and Conductive Graphene-
PMMA Microcellular Foams PMMA/Graphene
Conductive & Ductile Foam 10
10 15 Diameter (ym)
L x500
200um Zhang HB,Zheng WVG,et al. ACS Appl. Mater. Interfaces 2011,3,918
31 DC Electrical Conductivity (S/m)
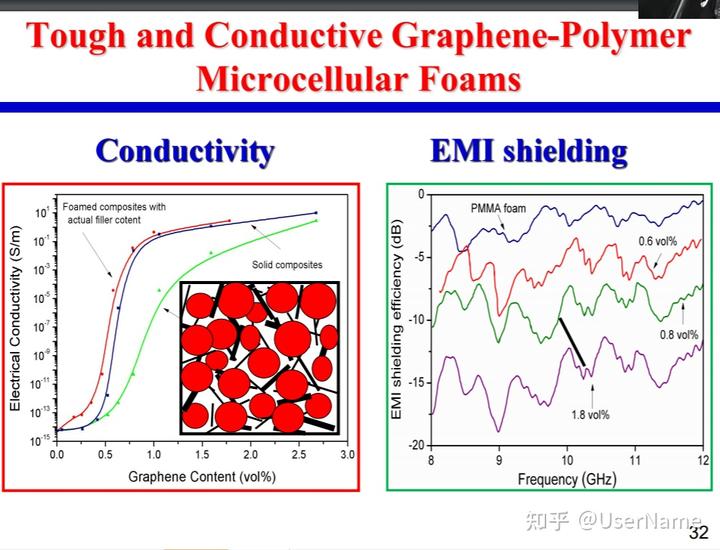
Tough and Conductive Graphene-Polymer
Microcellular Foams
Conductivity
EMI shielding 0
Foamed composites with
PMMA foam 10
actual filler cotent 10
0.6 vol% 10
Solid composites 10
-10 10
0.8 vol% 10°
10
-15- 10
1.8 vol% 10
-20 0.0
0.5 1.0 1.5 2.0 2.5 3.0
8
10
11
12 6
Graphene Content(vol%)
Frequency(GHz)
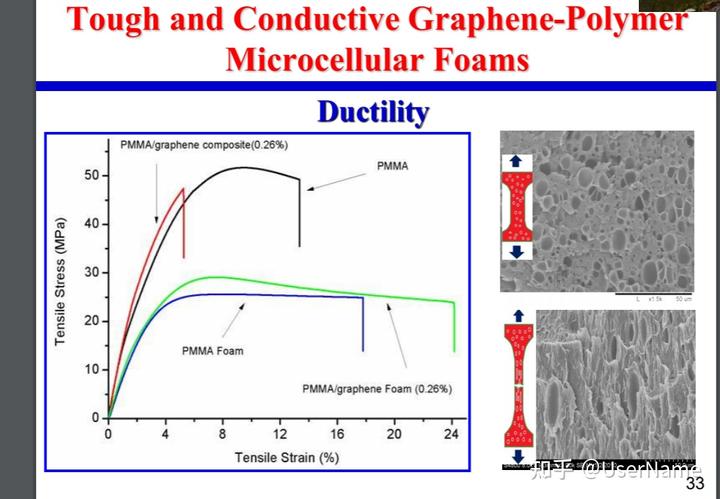
32 Tough and Conductive Graphene-Polymer
Microcellular Foams
Ductility PMMA/graphene composite(0.26%)
PMMA 50-
40- 30-
50um 20-
PMMA Foam 10-
PMMA/graphene Foam(0.26%) 0
0
4
8
12
16
20
24 Tensile Strain(%)
&S C SEN 122015
33 EMI shielding efficiency(dB)
Tensile Stress (MPa) Electrical Conductivity(S/m)
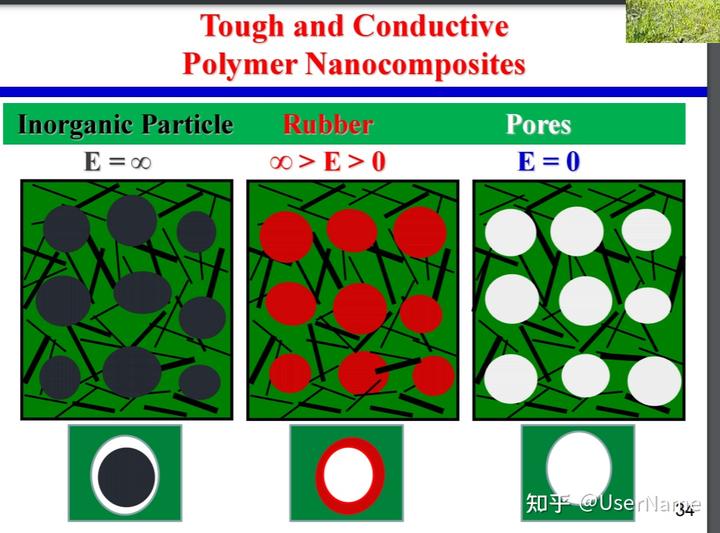
Tough and Conductive
Polymer Nanocomposites Inorganic Particle
Rubber
Pores E=0
o>E>0
E=0
·
O
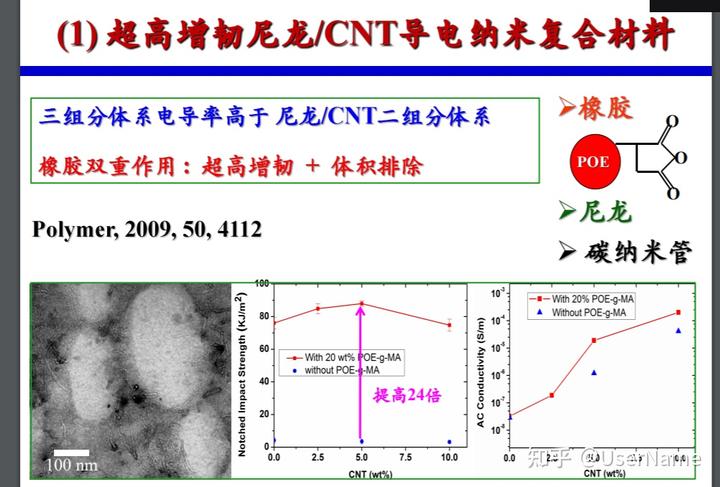
34 (1)超高增韧尼龙/CNT导电纳米复合材料
三组分体系电导率高于尼龙/CNT二组分体系
橡胶 橡胶双重作用:超高增韧+体积排除
POE
尼龙 Polymer,2009,50,4112
碳纳米管 100
10°
--With 20% POE-g-MA 80-
10
Without POE-g-MA 60
10 -With 20 wt% POE-g-MA
without POE-q-MA
10 40
提高24倍
10 20
10 +0
2.5 5.0 7.5 10.0 0.0 2.5 5.0 7.5
10.0 00
100nm
CNT(wt%) CNT(wt%)
AC Conductivity (S/m) Notched Impact Strength(KJ/m2)
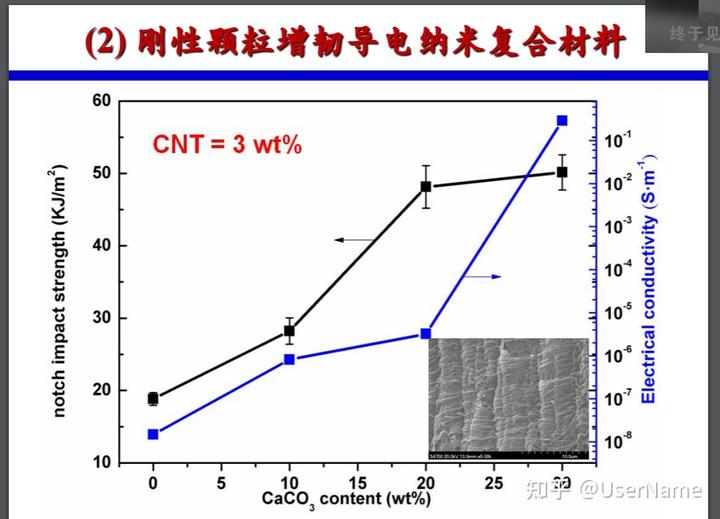
(2)刚性颗粒增韧导电纳米复合材料
60
CNT=3 wt%
10
50
102
103
40
104
-5
30
10
-6
10
20
10
108
10
T
T
1
0
5
10
15
20
25
30
CaCO,content(wt%)
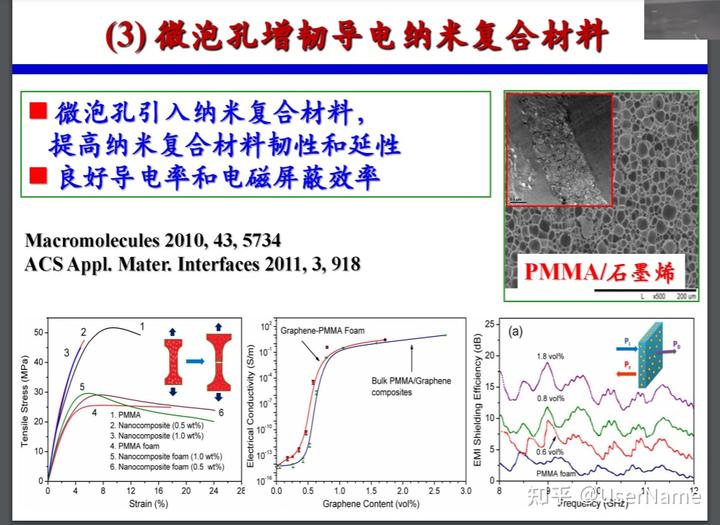
(3) 微泡孔增韧导电纳米复合材料
微泡孔引入纳米复合材料,
提高纳米复合材料韧性和延性
良好导电率和电磁屏蔽效率
Macromolecules 2010,43,5734
ACS Appl. Mater. Interfaces 2011,3,918
PMMA/石墨烯
L x500 200um
10
Graphene-PMMA Foam
25
(a)
50
3
10
20-
1.8 vof%
40
Bulk PMMA/Graphene
15
30
5
composites
4
1.PMMA
6
10
2
2.Nanocomposite (0.5 wt%)
3. Nanocomposite (1.0wt%)
10-
4.PMMA foam
5
5.Nanocomposite foam (1.0 wt%)
10
6. Nanocomposite foam (0.5 wt%)
PMMA foam
0
10
0
8
12
16
20
24
28
0.0
0.5
1.0
1.5
2.0
2.5
3.0
8
10
12
Strain (%)
Graphene Content(vol%)
Frequency (GHz)
Electrical conductivity (S·m')
T■I
EMI Shielding Efficiency(dB)
Electrical Conductivity (S/m)
notch impact strength (KJ/㎡)
Tensile Stress (MPa)
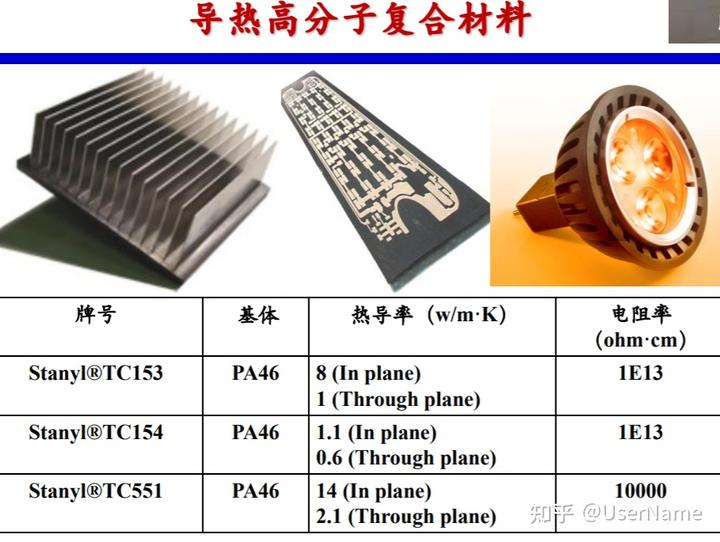
导热高分子复合材料
牌号
基体
热导率(w/m·K)
电阻率
(ohm·cm) Stanyl®TC153
PA46
8(In plane)
1E13 1(Through plane)
Stanyl®TC154
PA46
1.1 (In plane)
1E13 0.6 (Through plane)
Stanyl®TC551
PA46
14(In plane)
10000 2.1(Through plane)
阻燃高分子复合材料
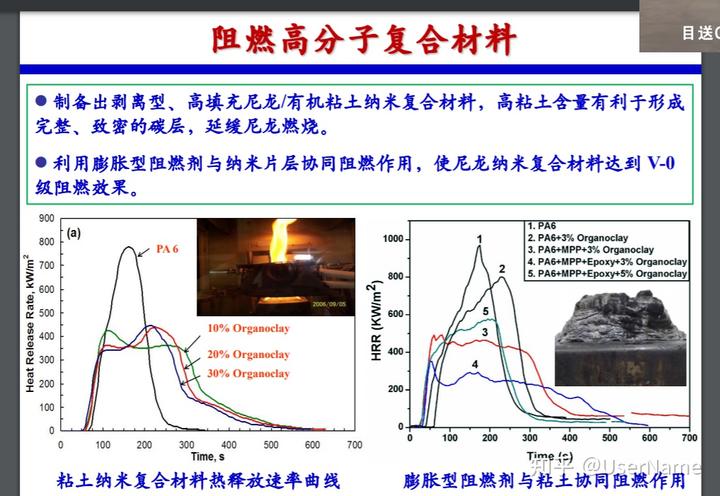
·制备出剥离型、高填充尼龙/有机粘土纳米复合材料,高粘土含量有利于形成完整、致密的碳层,延缓尼龙燃烧。
·利用膨胀型阻燃剂与纳米片层协同阻燃作用,使尼龙纳米复合材料达到V—0级阻燃效果。
900
1.PA6 (a)
1000
2. PA6+3% Organoclay 800
PA6
3.PA6+MPP+3% Organoclay
4.PA6+MPP+Epoxy+3% Organoclay 700
5. PA6+MPP+Epoxy+5% Organoclay 800-
009
2006/09/05
5 500
-009 10% Organoclay
400
400- 20% Organoclay
300
30% Organoclay 200
200- 100
0 0
100 200 300 400 500 600
700 0
0 100 200 300 400 500 600 700
Time (s) Time,s
粘土纳米复合材料热释放速率曲线
膨胀型阻燃剂与粘土协同阻燃作用HRR(KW/m2)
Heat Release Rate,kW/m
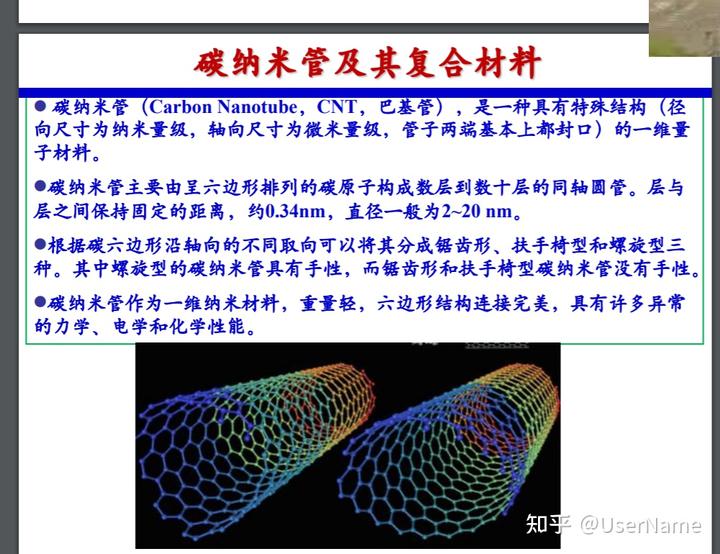
碳纳米管及其复合材料
·碳纳米管(Carbon Nanotube,CNT,巴基管),是一种具有特殊结构(径向尺寸为纳米量级,轴向尺寸为微米量级,管子两端基本上都封口)的一维量子材料。
·碳纳米管主要由呈六边形排列的碳原子构成数层到数十层的同轴圆管。层与层之间保持固定的距离,约0.34nm,直径一般为2~20nm。
·根据碳六边形沿轴向的不同取向可以将其分成锯齿形、扶手椅型和螺旋型三种。其中螺旋型的碳纳米管具有手性,而锯齿形和扶手椅型碳纳米管没有手性。
·碳纳米管作为一维纳米材料,重量轻,六边形结构连接完美,具有许多异常的力学、电学和化学性能。
·发现历史
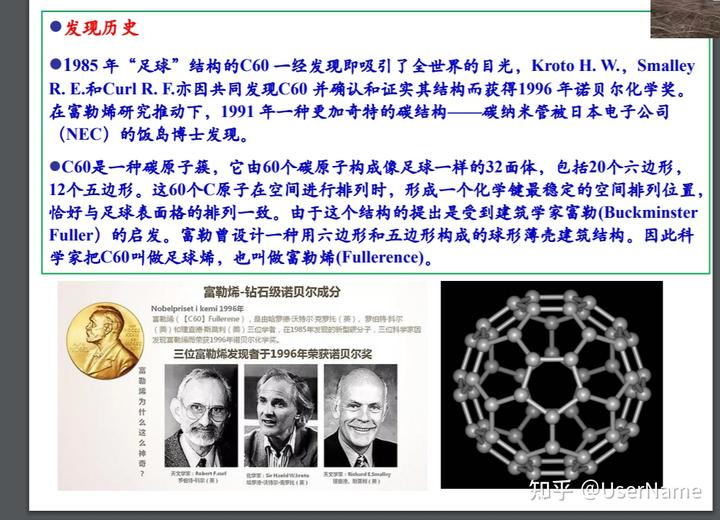
·1985年“足球”结构的C60一经发现即吸引了全世界的目光,Kroto H.W.,SmalleyR.E.和Curl R.F.亦因共同发现C60并确认和证实其结构而获得1996年诺贝尔化学奖。在富勒烯研究推动下,1991年一种更加奇特的碳结构—碳纳米管被日本电子公司(NEC)的饭岛博士发现。
·C60是一种碳原子簇,它由60个碳原子构成像足球一样的32面体,包括20个六边形,12个五边形。这60个C原子在空间进行排列时,形成一个化学键最稳定的空间排列位置,恰好与足球表面格的排列一致。由于这个结构的提出是受到建筑学家富勒(BuckminsterFuller)的启发。富勒曾设计一种用六边形和五边形构成的球形薄壳建筑结构。因此科学家把C60叫做足球烯,也叫做富勒烯(Fullerence)。
富勒烯—钻石级诺贝尔成分Nobelpriset i kemi1996年
富烯(【C60】Fullerene),是由罗沃特尔克要托(英),罗旧特科(美)和理应德斯员利(美)三位学者,在1985年发现的新型碳分子,三位科学家因发现富勒尚荣获1996年港贝示化学奖。
三位富勒烯发现者于1996年荣获诺贝尔奖发家:Pebort
效期:Se Rosb W hrate
发家:Biatoard ESonalley 学劳《)
维血、(■) (별)회법세의·법
富勒谂为什么这么神奇?
·发现历史
·在富勒烯研究推动下,1991年一种更加奇特的碳结构—碳纳米管被日本电子公司(NEC)的饭岛博士发现。
·碳纳米管在1991年被正式认识并命名之前,已经在一些研究中发现并制造出来,只是当时还没有认识到它是一种新的重要的碳的形态。
·1890年人们就发现含碳气体在热的表面上能分解形成丝状碳。
·1953年在CO和Fe3O4在高温反应时,也曾发现过类似碳纳米管的丝状结构。从1950年代开始,石油化工厂和冷核反应堆的积炭问题,也就是碳丝堆积的问题,逐步引起重视,为了抑制其生长,开展了不少有关其生长机理的研究。这些用有机物催化热解的办法得到的碳丝中已经发现有类似碳纳米管的结构。
·1970年代末,新西兰科学家发现在两个石墨电极间通电产生电火花时,电极表面生成小纤维簇,进行了电子衍射测定发现其壁是由类石墨排列的碳组成,实际上已经观察到多壁碳纳米管。
·分类
碳纳米管可以看做是石墨烯片层卷曲而成,因此按照石墨烯片的层数可分为:单壁碳纳米管(Single-walled Carbon nanotubes,SWCNTs)和多壁碳纳米管 (Multi-walled Carbon nanotubes,MWCNTs)
·多壁管在开始形成的时候,层与层之间很容易成为陷阱中心而捕获各种缺陷,因而多壁管的管壁上通常布满小洞样的缺陷。与多壁管相比,单壁管直径大小的分布范围小,缺陷少,具有更高的均匀一致性。单壁管典型直径在0.6—2nm,多壁管最内层可达0.4nm,最粗可达数百纳米,但典型管径为2—100nm。
·性质
·抗拉强度50~200GPa,是钢的100倍,密度是钢的1/6,比常规石墨纤维高一个数量级;弹性模量可达1TPa,与金刚石的模量相当,约为钢的5倍。对于具有理想结构的单层壁的碳纳米管,其抗拉强度约800GPa。
·碳纳米管是目前可制备出的具有最高比强度的材料。碳纳米管复合材料表现出良好的强度、弹性、抗疲劳性及各向同性善。
·熔点是已知材料中最高的;良好的传热性能;非常大的长径比;高各向异性的热传导率;导电性优良。
在复合材料中的应用
水泥基CNT复合材料:
耐冲击性好、防静电、耐磨损、稳定性高,不易对环境造成影响。
CNT增强陶瓷复合材料:
强度高,抗冲击性能好。
·CNT金属基复合材料:强度高、模量高、耐高温、热膨胀系数小、抵抗热变性能强。
碳纳米管上由于存在五元环的缺陷,增强了反应活性,在高温和其它物质存在的条件下,碳纳米管容易在端面处打开,形成一个管子,极易被金属浸润、和金属形成金属基复合材料。
再生纤维素/碳纳米管复合纤维问世
中利院化学所以离子液体为介质,制条出了生素/碳术营复合纤维,与再生纤维素纤维相比,该维只有力学性能优异、高温模量保持率高以及烧蚀线炭率高等特点。
据介绍,碳纳术营增强聚合物基本足共走向实用化的一个重变建径,但还有许多问题需要解决,如碳结术管的均匀分散与取向、与基体据合物的界面结合等。
在前期的研究中,该所研究人员发展 类新型离子液体对纤素具有分的溶解性能。通过流变性研究,他们发现该类离了液体和碳纳术管之间只有较强的相互作用,有利于碳纳末管在离了液体中的分散。在此基础上,研究人员以离子液体为介质,首先制条纤维素/碳纳米管的离子液体溶液:再通过干喷—湿纺技术,以水为凝固浴,制备出再生纤维素/碳纳米管复合纤维,
[摘白 科技日报》]在复合材料中的应用
·水泥基CNT复合材料:耐冲击性好、防静电、耐磨损、稳定性高,不易对环境造成影响。
CNT增强陶瓷复合材料:
强度高,抗冲击性能好。
·CNT金属基复合材料:
强度高、模量高、耐高温、热膨胀系数小、抵抗热变性能强。
碳纳米管上由于存在五元环的缺陷,增强了反应活性,在高温和其它物质存在的条件下,碳纳米管容易在端面处打开,形成一个管子,极易被金属浸润、和金属形成金属基复合材料。
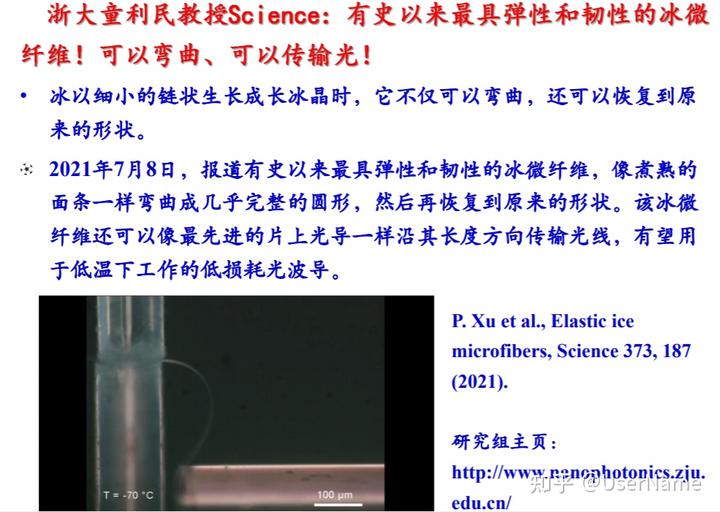
浙大童利民教授Science:有史以来最具弹性和韧性的冰微纤维!可以弯曲、可以传输光!
冰以细小的链状生长成长冰晶时,它不仅可以弯曲,还可以恢复到原来的形状。
2021年7月8日,报道有史以来最具弹性和韧性的冰微纤维,像煮熟的面条一样弯曲成几乎完整的圆形,然后再恢复到原来的形状。该冰微纤维还可以像最先进的片上光导一样沿其长度方向传输光线,有望用于低温下工作的低损耗光波导。
P.Xu et al.,Elastic ice microfibers,Science 373,187 (2021).
研究组主页:
http://www.nanophotonics.zju. T=-70℃
100 μm
edu.cn/ 视频1冰估杆维的优异弹性
·他们是在使用二氧化硅(一种玻璃)后受到启发,开始研究冰。
·玻璃是易碎的,但是长而薄的玻璃片(如光纤束)却是柔韧的。或许冰也是如此!
·自然界的冰通常含有气孔、微裂纹、晶界、晶体位错和其他微观结构缺陷,以及表面不规则,这也是大多数冰容易破碎的原因。
·需要制造符合非常特殊规格的冷冻水,这种冰必须近乎完美,没有任何缺陷。因此,如何制备几乎没有缺陷的长冰晶是一大挑战!
·零下50度电场辅助生长冰微纤维,具有近乎完美的单晶结构
·提出了一种电场增强生长的方法:
·首先,采用3D打印制作了一个直径超过一英寸的圆形腔室,并使用液氮将腔室的温度冷却到—50℃;然后,通过施加了2000V电压的针尖将水蒸气输送到保持在—50℃温度的小室中来制造纤维。
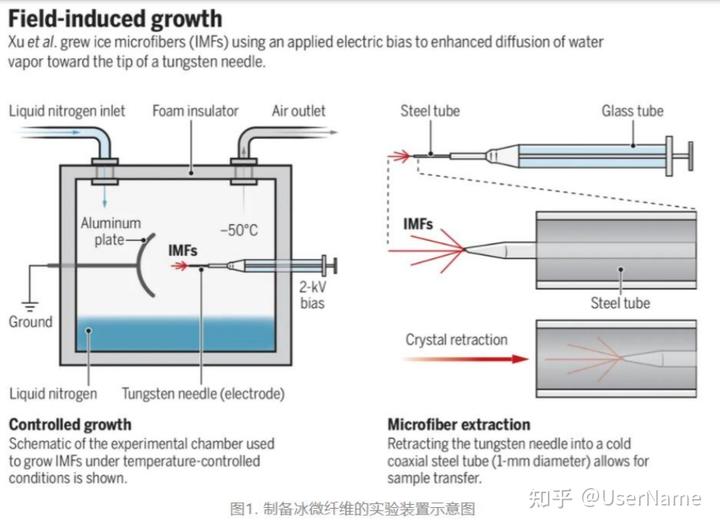
Field-induced growth
Xu et al. grew ice microfibers (IMFs) using an applied electric bias to enhanced diffusion of water vapor toward the tip of a tungsten needle.
Liquid nitrogen inlet
Foam insulator
Air outlet
Steel tube
Glass tube Aluminum
-50℃
IMFs plate-
IMFs
2-kV bias
Steel tube Ground
Crystal retraction Liquid nitrogen
Tungsten needle(electrode) Controlled growth
Microfiber extraction Schematic of the experimental chamber used
Retracting the tungsten needle into a cold to grow IMFs under temperature-controlled
coaxial steel tube (1-mm diameter) allows for conditions is shown.
sample transfer.
图1.制备冰微纤维的实验装置示意图B
Oー
0s
0.5s T=-50℃
100 μm 1s
트n o D
Tungsten needle
20 μm
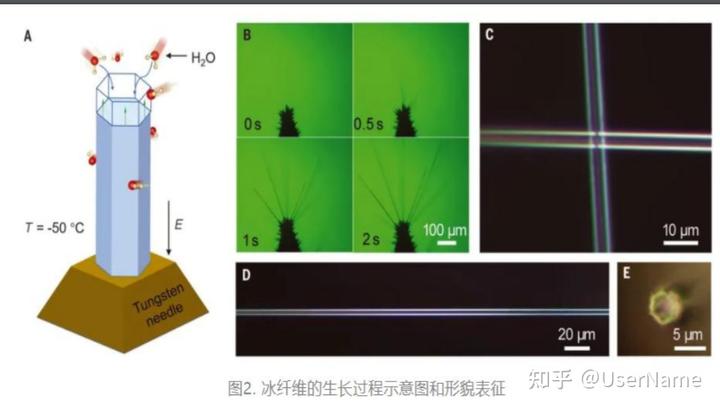
5μm 图2.冰纤维的生长过程示意图和形貌表征
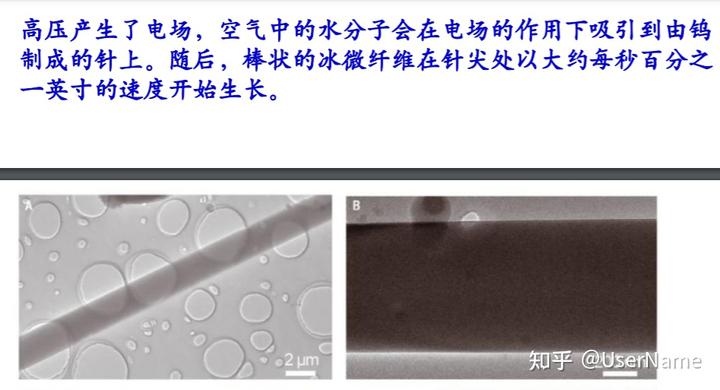
高压产生了电场,空气中的水分子会在电场的作用下吸引到由钨制成的针上。随后,棒状的冰微纤维在针尖处以大约每秒百分之一英寸的速度开始生长。
200nm
1 μm
50nm
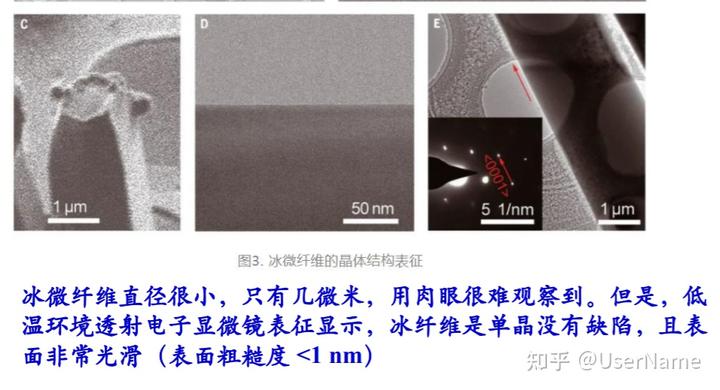
5 1/nm 图3.冰微纤维的晶体结构表征
冰微纤维直径很小,只有几微米,用肉眼很难观察到。但是,低温环境透射电子显微镜表征显示,冰纤维是单晶没有缺陷,且表面非常光滑(表面粗糙度<1nm)
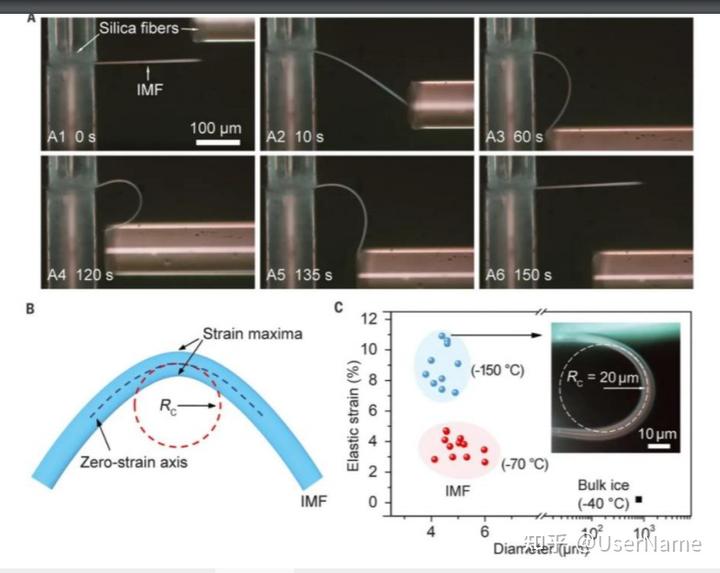
Silica fibers- 1 IMF 100μm A2 10s
A3 60 s A4 120s
A5 135 s
A6 150 s B
C
12 Strain maxima
(-150℃)
R=20μm
10μm Zero-strain axis
(-70℃) IMF
Bulk ice IMF
(-40"℃) 6
10
103
Diameter(um)
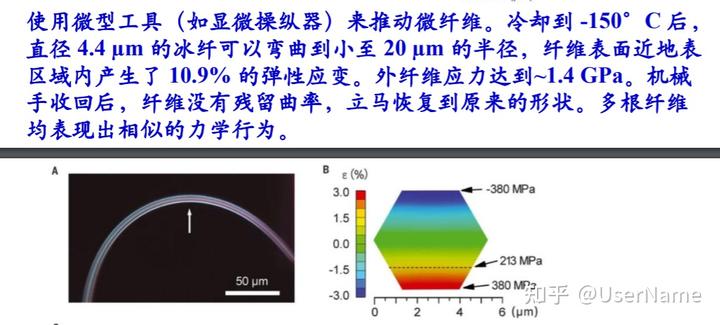
使用微型工具(如显微操纵器)来推动微纤维。冷却到—150°C后,直径4.4μm的冰纤可以弯曲到小至20μm的半径,纤维表面近地表区域内产生了10.9%的弹性应变。外纤维应力达到~1.4GPa。机械手收回后,纤维没有残留曲率,立马恢复到原来的形状。多根纤维均表现出相似的力学行为。
1086420 Elastic strain(%)
B
e(%) 3.0
-380 MPa 1.5
0.0
213 MPa -1.5
50 μm
380 MPa -3.0
0 2 4
6(μm) 158 cm
-0.0% -0.0% -3.0%
3225 cm
0 3200
3400 100
150 200
Wave number(cm) Wave number(cm')
Ih 0
100 200 300
3100 3200 3300
3400 Wave number(cm)
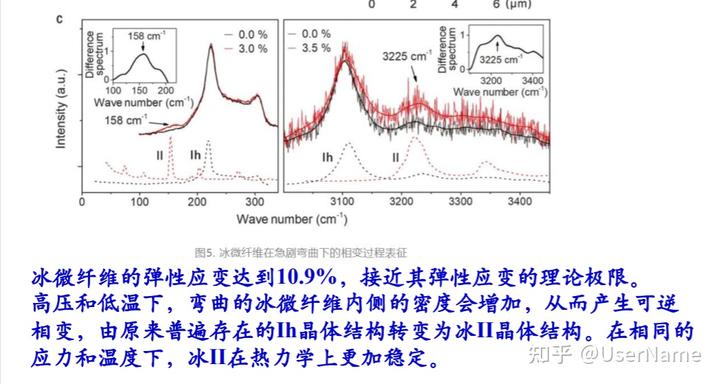
图5.冰微纤维在急剧弯曲下的相变过程表征
冰微纤维的弹性应变达到10.9%,接近其弹性应变的理论极限。
高压和低温下,弯曲的冰微纤维内侧的密度会增加,从而产生可逆相变,由原来普遍存在的Ih晶体结构转变为冰II晶体结构。在相同的应力和温度下,冰II在热力学上更加稳定。
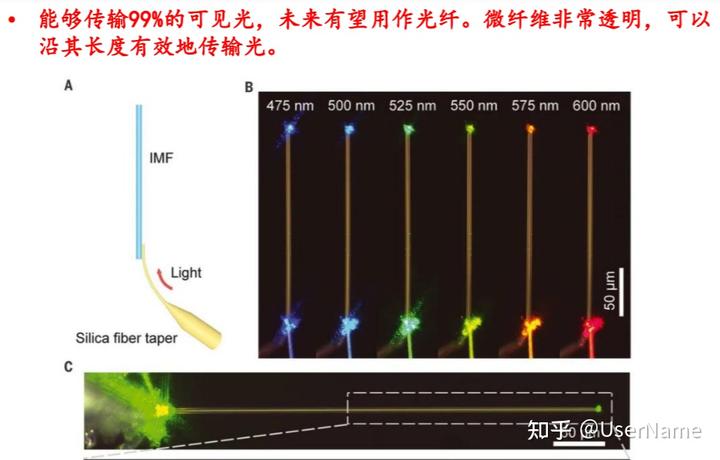
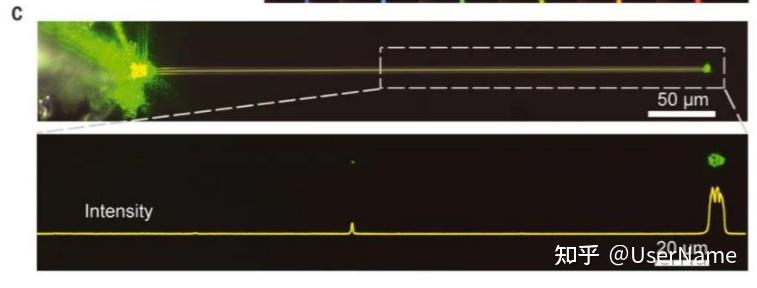
能够传输99%的可见光,未来有望用作光纤。微纤维非常透明,可以沿其长度有效地传输光。
B
475 nm 500 nm 525 nm 550 nm 575 nm 600 nm IMF
Light Silica fiber taper C
Intensity
20 μm
50 μm spectrum
Difference spectrum
Difference Intensity (a.u.)






不饱和聚酯树脂主要优点:
在室温下快速固化,且无挥发物;
粘度低,浸渍性能好;
固化方法较多,如引发固化、紫外光固化等;
力学性能和电性能好;
耐化学腐蚀;
透光、易着色,外表层能同时实现防护和装饰作用
缺点:
固化收缩率大(7%~8%),固化要求严格,环境温度和湿度
对固化影响较大;固化剂易燃烧爆炸;粘结强度比环氧树脂低
与其他树脂相比,具有以下主要优点: 适应性强,应用范围广; 不含挥发份; 低压粘结; 固化收缩率低( <4%)); 固化蠕变小,抗疲劳性好; 耐腐蚀、耐湿性、耐化学药品性以及电器绝缘优良。 缺点: 对结晶性或极性小的聚合物粘结力差; 抗剥离、抗开裂性、抗冲击性和韧性不良。
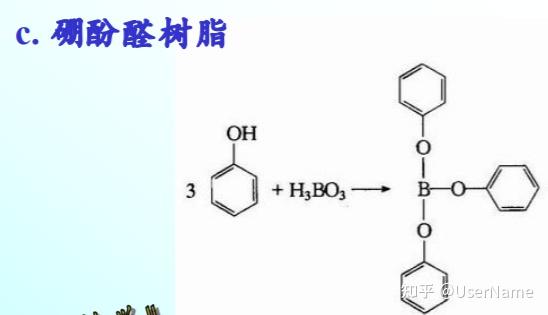
3)酚醛树脂
酚醛树脂是由酚与醛按一定的比例在酸性或碱催化剂作用下相
互缩合而制成
a. 氨钡催化酚醛树脂,结构如下:

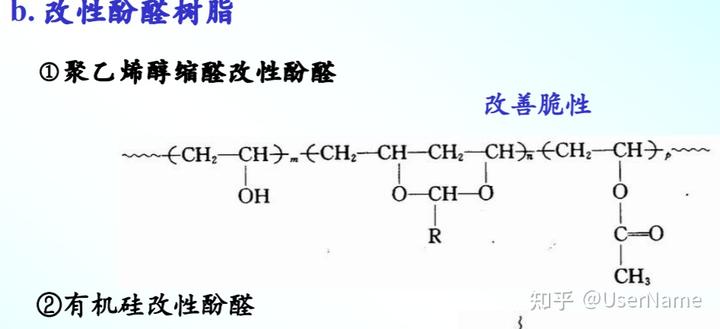

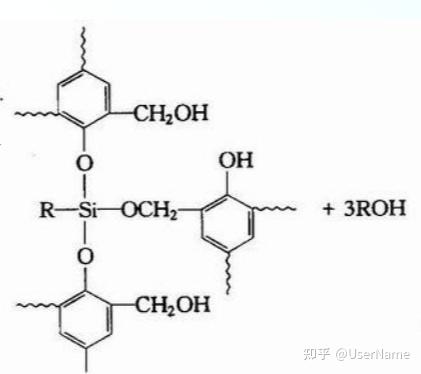
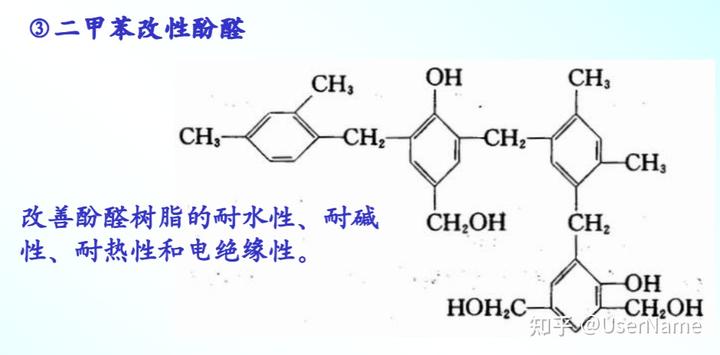
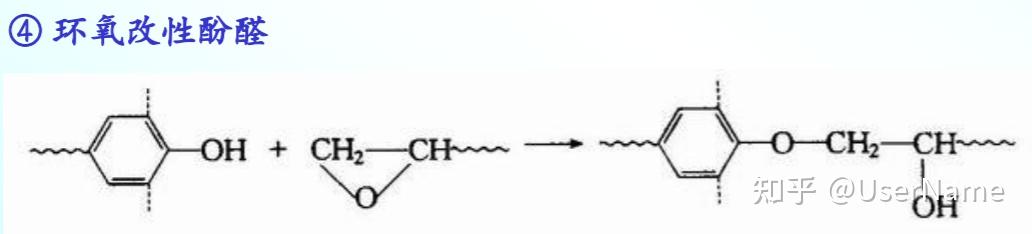
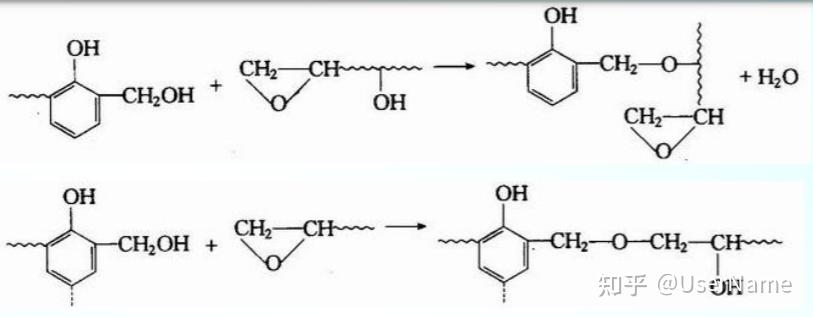
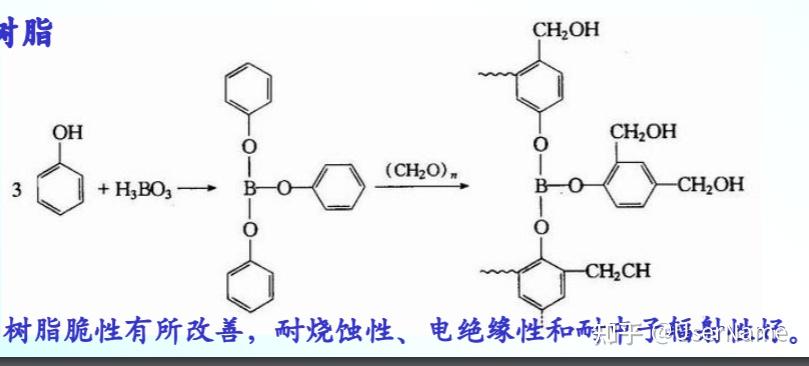
具有环氧树脂优良的粘结性,改进了酚醛树脂的脆性,同时具有酚醛树脂
优良的耐热性,改进了环氧树脂耐热性较差的缺点
主要优点: 原料价格便宜、生产工艺简单成熟,制造及加工设备投资少, 成型加工容易; 制品尺寸稳定; 耐热、阻燃,可自灭,燃烧时发烟量少且烟中不含有毒物质; 电绝缘性好; 化学稳定性好,耐酸性强。 缺点: 抗冲击强度低; 耐电弧性不佳(在电弧作用下会生成碳); 不耐碱; 着色剂的使用受限。


聚合物基体材料
2.4 聚合物基复合材料用辅助材料
把各种各样的添加剂添加到聚合物材料中,使之
形成能满足实用要求的材料,已成为高分子材料应
用中的一大特征。
使用辅助材料(添加剂)的目的有两个方面
使制品尽量达到所要求的性能。
改善加工条件或降低生产成本。
常用辅助材料有交联单体引发剂、促进剂、脱模
剂、填料、触变剂等。

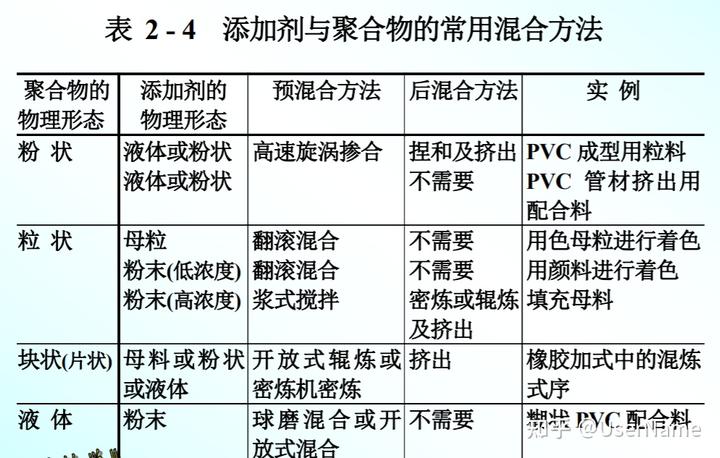
表 2 - 4 添加剂与聚合物的常用混合方法
聚合物的
物理形态
添加剂的
物理形态
预混合方法 后混合方法 实 例
粉 状 液体或粉状
液体或粉状
高速旋涡掺合 捏和及挤出
不需要
PVC 成型用粒料
PVC 管材挤出用
配合料
粒 状 母粒
粉末(低浓度)
粉末(高浓度)
翻滚混合
翻滚混合
浆式搅拌
不需要
不需要
密炼或辊炼
及挤出
用色母粒进行着色
用颜料进行着色
填充母料
块状(片状) 母料或粉状
或液体
开放式辊炼或
密炼机密炼
挤出 橡胶加式中的混炼
式序
液 体 粉末 球磨混合或开
放式混合
不需要 糊状 PVC 配合料
聚合物基体材料 2.4 聚合物基复合材料用辅助材料 2.4.1 交联单体 不饱和聚酯树脂是由不饱和聚酯与交联单体两部分组 成的溶液,因此交联单体的种类、用量、性能对因化树脂 性能影响很大。常用的交联单体有苯乙烯 (St)、甲基丙烯 酸甲酯 (MMA) 和邻苯一甲酸二丙烯酯 (DAP)。 甲基丙烯酸甲酯 经常与苯乙烯并用作交联单体,最大 的优点是改进固化树脂的耐候性。 ¬ 粘度较小,有利于浸渍增强材料的结合。 ¬ 折射率较低,使固化树脂与玻璃纤维的折射率接近, 从而使制品有较好的透光性。 ¬ 沸点低、易挥发,并用后固化树脂的体积收缩率比 单独用苯乙烯的固化树脂大。
2.4 聚合物基复合材料用辅助材料
2.4.2 引发剂
引发剂是能使单体分子或含有双键的线型高分子活化而成
为自由基并进行连锁聚合的物质。
一般为有机过氧化物,其通式为:R—O—O—H 或 R —
O—O—R,可以看作具有不同有机取代基的过氧化氢的衍生物。
这类化合物的化学性质很不稳定,属于极易燃易爆危险品。
引发剂类型:
© 二酰基过氧化合物 O O 一般化学式: R-C-O-O-C-R` 最常用的是过氧化二苯甲酰。这类引发剂既可用于室温固化,
也可用于加热固化。© 酮过氧化物 这是一类最常用的不饱和聚酯树脂的过氧化物引发剂。经 常碰到的是过氧化甲乙酮和过氧化环己酮,一般用于室温固化 不饱和聚酯树脂。 © 二烷基过氧化物 一般化学式: R —O—O—R 这类过氧化物多用于热固性片状模塑料和团状模塑料。其 代表性的化合物有过氧化二特丁基、过氧化二异丙苯等。 © 过氧酯 O 一般化学式: R —C—O—O—R` 常用的过氧酯有过苯甲酸叔丁酯、过碳酸二异丙酯等,它 们可在很宽的温度范围内(约70 - 150 ℃)进行固化树脂。
2.4 聚合物基复合材料用辅助材料 2.4.2 引发剂 选用引发剂要考虑的因素: © 树脂特性 要与树脂所反应性相匹配。树脂反应性强时,选用的引发 剂活性要高。 © 适用期 配制好的引发剂胶液必须保证有效地浸渍增强材料,应在 胶液的存放期内使用。 © 成型温度 分为三种类型 t 低温到常温(30℃以下)。在此温度区,有机过氧化 物与促进剂并用才能构成氧化-还原引发体系,这是由 于引发剂的临界温度高于此温度
4 聚合物基复合材料用辅助材料 2.4.2 引发剂 选用引发剂要考虑的因素: t 中温固化(50-100℃)。在此温度区,有机过氧化物 可单独使用 。 t 高温固化( 120℃以上)。用于高温固化进使用的有 机过氧化物通常在室温下稳定,并可长期贮存,不需 要促进剂。 © 固化速度 树脂的固化速度是由引发剂的活性、引发剂与促进剂的用 量和成型温度决定的。引发剂的用量常常是树脂质量的1-4%。 © 其它助剂的影响 其它添加剂的加入往往对引发剂效果产生一定的影响。有 的填料起促进作用,会缩短树脂的凝胶期,而有的填料则起阻 滞作用,会延长树脂的凝胶期。2.4.3 促进剂 促进剂是一类以提高过氧化物引发剂分解成自由基速率的 化合物,它以一种可控的方式加速了不饱和聚酯树脂的固化。 表 2- 5 促进剂对不饱和聚酯树脂固化速度的影响 引发剂及其用量 促进剂及其用量 固化时间 过氧化甲乙酮,2% - 48 hr 过氧化甲乙酮,2% 环烷酸钴,0.01% 84 min 过氧化甲乙酮,2% - 28 hr 过氧化甲乙酮,2% 环烷酸钴,0.01% 60 min 当固化温度较低时,需要使用促进剂。因为一般过氧化物 的临界温度都在60℃以上,必须通过促进剂使过氧化物的临界 温度降低,才能满足树脂在室温固化的要求。
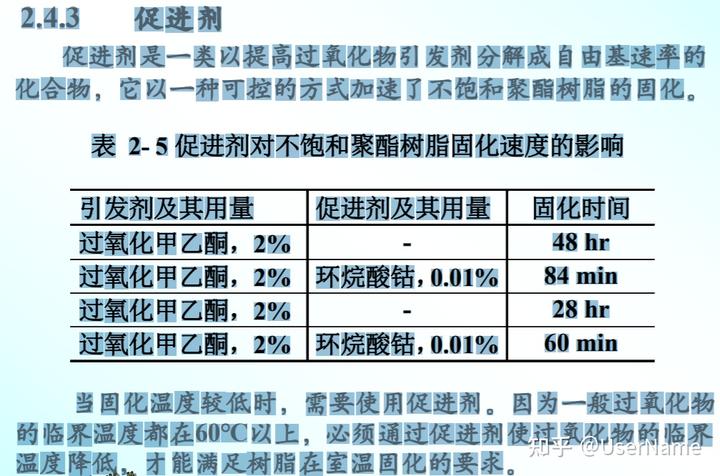
2.4.4 填料 填料是加入树脂中用以改善复合材料的某种性能或降低成 本而其本身又具有相对惰性的固体物质。 在树脂中加入填料的作用: © 降低树脂的固化收缩率和热膨胀系数; © 改善制品的耐热性、电性能、耐磨性、表面平滑性、光洁 性及遮盖力等。 © 提高粘度或赋于触变性; © 改善材料的物理、机械性能,如硬度、压缩强度等; © 改善操作工艺性; © 相对地减少树脂的用量,降低成本
复合材料概论总思考题

一.复合材料总论
1.什么是复合材料?复合材料的主要特点是什么?
①复合材料是由两种或两种以上物理和化学性质不同的物质组合而成的一种多相固体材料。
②1)组元之间存在着明显的界面;2)优良特殊性能;3)可设计性;4)材料和结构的统一
2.复合材料的基本性能(优点)是什么?——请简答6个要点
(1)比强度,比模量高(2)良好的高温性能(3)良好的尺寸稳定性(4)良好的化学稳定性(5)良好
的抗疲劳、蠕变、冲击和断裂韧性(6)良好的功能性能
3.复合材料是如何命名的?如何表述?举例说明。 4种命名途径
①根据增强材料和基体材料的名称来命名,如碳纤维环氧树脂复合材料
②(1) 强调基体:酚醛树脂基复合材料(2)强调增强体:碳纤维复合材料
(3)基体与增强体并用:碳纤维增强环氧树脂复合材料(4)俗称:玻璃钢
4.常用不同种类的复合材料(PMC,MMC,CMC)各有何主要性能特点?
PMC MMC
CMC(陶瓷基)
使用温度 60~250℃ 400~600℃ 1000~1500℃
材料硬度 低 高 最高
强度 较高 较高 较高
耐老化性能 差 中 优
导热性能 差 好 一般
耐化学腐蚀性能 好 差 好
生产工艺难易程度 成熟 居中 最复杂
生产成本 最低 居中 最高
5.复合材料在结构设计过程中的结构层次分几类,各表示什么?在结构设计过程中的设计层次如何,各包括哪些内容? 3个层次
答:1、一次结构:由集体和增强材料复合而成的单层材料,其力学性能决定于组分材料的力学性能、相几何和界面区的性能;
二次结构:由单层材料层复合而成的层合体,其力学性能决定于单层材料的力学性能和铺层几何
三次结构:指通常所说的工程结构或产品结构,其力学性能决定于层合体的力学性能和结构几何。
2、①单层材料设计:包括正确选择增强材料、基体材料及其配比,该层次决定单层板的性能;
②铺层设计:包括对铺层材料的铺层方案作出合理安排,该层次决定层合板的性能;
③结构设计:最后确定产品结构的形状和尺寸。
6.试分析复合材料的应用及发展。
答:①20世纪40年代,玻璃纤维和合成树脂大量商品化生产以后,纤维复合材料发展成为具有工程意义的材料。至60年代,在技术上臻于成熟,在许多领域开始取代金属材料。
②随着航空航天技术发展,对结构材料要求比强度、比模量、韧性、耐热、抗环境能力和加工性能都好。针对不同需求,出现了高性能树脂基先进复合材料,标志在性能上区别于一般低性能的常用树脂基复合材料。以后又陆续出现金属基和陶瓷基先进复合材料。
③经过60年代末期使用,树脂基高性能复合材料已用于制造军用飞机的承力结构,今年来又逐步进入其他工业领域。
④70年代末期发展的用高强度、高模量的耐热纤维与金属复合,特别是与轻金属复合而成金属基复合 材料,克服了树脂基复合材料耐热性差和不到电、导热性低等不足。
⑤80年代开始逐渐发展陶瓷基复合材料,采用纤维补强陶瓷基体以提高韧性。主要目标是希望用以制造燃气涡轮叶片和其它耐热部件。
二、复合材料的基体材料
1.复合材料中聚合物基体的主要作用是什么? 3个作用
答:①把纤维黏在一起,并使纤维位置固定;②分配纤维间的载荷,并使载荷均衡;③保护纤维不受环境影响,免受各种损伤。
2.选择金属基体的主要原则是什么? 3个原则
答:①金属基复合材料的使用要求 金属基复合材料构件的使用性能要求是选择金属基体材料最重要的依据。例如高性能发动机则要求复合材料不仅有高比强度、比模量性能,还要求复合材料具有优良的耐高温性能,能在高温、氧化性气氛中正常工作。一般的铝、镁合金就不宜选用,而需选择钛基合金,镍基合金以及金属间化合物作为基体材料,如碳化硅/钛,钨丝/镍基合金复合材料可用于喷气发动机叶片,转轴等重要零件。
②金属基复合材料组成特点
由于增强物的性质和增强机理的不同,在基体材料的选择原则上有很大差别。对于连续纤维增强金属基复合材料,纤维是主要承载物体,纤维本身具有很高的强度和模量,但对于非连续增强金属基复合材料具有决定性的影响。
③基体金属与增强物的相容性
由于金属基复合材料需要在高温下成型,所以在金属基复合材料制备过程中金属基体与增强物在高温复合过程中,处于高温热力学不平衡状态下的纤维与金属之间很容易发生化学反应,在界面形成反应层。
3.常用的聚合物基体有哪些?三种常用热固性树脂各有何主要特点?各自主要适合于哪种(些)增强纤维?
答:1.作为复合材料基体的聚合物的种类很多,经常应用的有不饱和聚酯树脂、环氧树脂、酚醛树脂及各种热塑性聚合物。
2.(1)聚酯树脂
①特点:工艺性良好,室温下固化,常压下成型,工艺装置简单;树脂固化后综合性能良好,力学性能不如酚醛树脂或环氧树脂;价格比环氧树脂低得多,只比酚醛树脂略贵一些。②不饱和聚酯树脂的缺点:固化时体积收缩率大、耐热性差等。③主要用于一般民用工业和生活用品中。
(2)环氧树脂
特点:在加热条件下即能固化,无须添加固化剂。酸、碱对固化反应起促进作用;已固化的树脂有良好的压缩性能,良好的耐水、耐化学介质和耐烧蚀性能;树脂固化过程中有小分子析出,故需在高压下进行;固化时体积收缩率大,树脂对纤维的粘附性不够好,但断裂延伸率低,脆性大。
(3)酚醛树脂
①优点:比环氧树脂价格便宜
②缺点:吸附性不好、收缩率高、成型压力高、制品空隙含量高等。
大量用于粉状压塑料、短纤维增强塑料,少量用于玻璃纤维复合材料、耐烧蚀材料等,很少使用在碳纤维和有机纤维复合材料中。
3.①聚酯树脂主要应用与玻璃纤维增强,用于绝大部分GRP制品,一般要求的结构,如汽车、船舶、化工、电子电器等;②环氧树脂使用范围最广,性能最好,用于主承力结构或者耐腐蚀性制品等,如飞机、宇航
等;③酚醛树脂多用于玻璃纤维增强,发烟率低,用于烧蚀材料,飞机内部装饰,电工材料等。

基体树脂 聚酯树脂 环氧树脂 酚醛树脂
工业性能 好 好 比较好

力学性能 比较好 优秀 比较好
耐热性能 80℃ 120-180℃ >180℃
价格 低 中 低
韧性 差 差--好 差
成型收缩率 中 小 大
4.热塑性树脂与热固性树脂相比,在性能方面上有何特点? 列表比较
热塑性聚合物 热固性聚合物
形态特征 线性(或者有支链的线性) 三维网状
凝聚态特征 结晶和无定型 无定型
制品可重复用 可溶可熔,可反复加工成型 不溶不熔,一次成型
工艺操作 高温高压下进行,但是周期短 常温常压下进行,周期长
力学性能 高断裂韧性 材料韧性差,综合性能优
使用温度 劣势 优势
抗老化性能 劣势 优势
5.陶瓷和玻璃陶瓷的区别?晶态和非晶态
陶瓷:相组成包括晶相、玻璃箱和气孔相;烧成温度一般较玻璃材料低;绝大多数呈各项异性;机械性能好(耐磨、抗折强度高、但一般陶瓷弹性系数低)、介电性能好、耐化学腐蚀;如传统陶瓷,配方则有石英、长石、粘土构成。
玻璃陶瓷:晶相和玻璃相复合材料,也叫微晶玻璃。一般都是由玻璃再加工制成。也就是说,通过特殊热处理或者特殊烧结(比如CO激光熔融)、制造工艺,在玻璃机制中生长出晶体。玻陶的特点是玻璃和陶瓷性能的兼容,所以应用空间大。
三.复合材料的增强材料★(重点)
1.玻璃纤维的分类如何?玻璃纤维的化学性能如何?
答:一.1.以玻璃原料成分分类,主要用于连续玻璃纤维的分类,一般以不同的含碱量来区分。(1)无碱玻璃纤维(E玻纤)。目前,国内规定其碱金属氧化物含量不大于0.5%,国外一般为1%左右。(
- 中碱玻璃纤维(C玻纤):碱金属氧化物含量在11.5%—12.5%之间。
(3)有碱玻璃(A玻璃):类似于窗玻璃及玻璃瓶的钠钙玻璃;(4)特种玻璃纤维。
2.以单丝直径分类。玻璃纤维单丝呈圆柱形,以其直径的不同可以分成几种:粗纤维:30µm;初级纤维20µm;中级纤维:10—20µm;高级纤维:3—10µm(亦称纺织纤维)。对于单丝直径小于4µm的玻璃纤维称为超细纤维。
3.以纤维外观分类。有连续纤维,其中有无捻粗纱及有捻粗纱(用于纺织)、短切纤维、空心玻璃纤维、玻璃粉及磨细纤维等。
4.以纤维特性分类。根据纤维本身具有的性能可分为:高强玻璃纤维、高模量玻璃纤维、耐高温玻璃纤维、耐碱玻璃纤维、耐酸玻璃纤维、普通玻璃纤维(指无碱及中碱玻璃纤维)。
二.玻璃纤维的化学性能
①玻璃纤维除对氢氟酸、浓碱、浓磷酸外,对所有化学药品和有机溶剂都有良好的化学稳定性。
②中碱玻璃纤维对酸的稳定性是较高的,但对水的稳定性是较差的;无碱玻璃纤维耐酸性较差,但耐水性较好;
③中碱玻璃纤维和无碱玻璃纤维,从弱碱液对玻璃纤维强度的影响看,二者的耐碱性相接近。④温度对玻璃纤维的化学稳定性有很大影响,在100℃以下时,稳定每升高10℃,纤维在介质侵蚀下的破坏速度增加 50—100%;当温度升高到100℃以上时,破坏作用将更剧烈。同样的玻璃纤维,受不同体积的侵蚀介质作用,其化学稳定性不同,介质的体积越大,对纤维的侵蚀越严重。
2.玻璃纤维生产过程中的浸润剂的作用?常用的浸润剂有哪些?有何特点?
答:一(1)原丝中的纤维不散乱而能相互粘附在一起;(2)防止纤维间的磨损;(3)原丝相互间不粘结在一起;(4)便于纺织加工等。
二.常用的浸润剂有石蜡乳剂和聚醋酸乙烯酯两种,前者属于纺织型,后者属于增强型。石蜡乳剂中主要含有石蜡、凡士林、硬酯酸和受压汽油等矿物脂类的组分,这些组分有利于纺织加工,但严重地阻碍树脂对玻璃布的浸润,影响树脂与纤维的结合。因此,用含石蜡乳剂的玻璃纤维及其制品,必须在浸胶前除去。聚醋酸乙烯酯对玻璃钢性能影响不大,浸胶前可不比去除。但这种浸润剂在纺织时易使玻璃纤维起毛,一般用于生产无捻粗纱,无捻粗纱织物,以及短切纤维和短切纤维毡。
3.玻璃纤维的强度为什么比同成分的块状玻璃高几十倍?用微裂纹理论和定向拉伸来解释强度
①微裂纹假说认为,玻璃的理论强度取决于分子或原子间的引力,其理论强度很高,可达到2000—12000MPa。由于微裂纹的存在,使玻璃在外力作用下受力不均,在危害最大的微裂纹处,产生应力集中,从而使强度下降。另外,玻璃纤维高温成型时减少了玻璃溶液的不均一性,使微裂纹产生的机会减少。此外,玻璃纤维的断面较少,随着断面的减小,使裂纹存在的几率也减小,从而使纤维强度提高。
②玻璃纤维在成型过程中由于拉丝机的牵引力作用,使玻纤内部分子产生一定的定向排列,抗拉强度提高。
4.玻璃纤维强度的影响因素有哪些?为什么? 主要是微裂纹理论的应用
答:①一般情况,玻璃纤维的拉伸强度随直径变细而拉伸强度增加。
②拉伸强度也与纤维的长度有关,随着长度增加拉伸强度显著下降。纤维直径和长度对拉伸强度的影响,可用“微裂纹理论”给予解释,随着纤维直径的减小和长度的缩短,纤维中微裂纹的数量和大小就会相应地减小,这样强度就会相应地增加,纤维越长,产生微裂纹的概率越大。
③化学组成对强度的影响,纤维的强度与玻璃的化学成分关系密切。一般来说,含碱量越高,强度越低。研究表明,高强和无碱玻璃纤维由于成型温度高、硬化速度快、结构键能大等原因,而具有很高的拉伸强度。纤维的表面缺陷对强度影响巨大。各种纤维都有微裂纹时强度相近,只有当表面缺陷减小到一定程度时,纤维强度对其化学组成的依赖关系才会表现出来。
④存放时间对纤维强度的影响——纤维的老化。当纤维存放一段时间后,会出现强度下降的现象,称为纤维的老化。这主要取决于纤维对大气水分的化学稳定性。
⑤施加负荷时间对纤维强度的影响——纤维的疲劳。玻璃纤维的疲劳一般是指纤维强度随施加负荷时间的增加而降低的情况。玻璃纤维疲劳的原因,在于媳妇作用的影响,即水分吸附并渗透到纤维微裂纹中,在外力的作用下,加速裂纹的扩展。
⑥玻璃纤维成型方法和成型条件对强度也有很大影响。如玻璃硬化速度越快,拉制的纤维强度也越高。
5.碳纤维的制造方法有几种?碳纤维的主要性能是什么?两种制造方法
答:①碳纤维制造方法可分为两种类型,即气相法和有机纤维碳化法。 ②碳纤维主要性能:低密度,高强度,高模量,耐高温,低电阻,高传导,低膨胀,耐辐射以及化学稳定性好(除硝酸等少数强酸外,几乎对所有药品均稳定,对碱也稳定)等特性。
6.目前制作碳纤维主要原材料有哪三种?
①人造丝(粘胶纤维);②聚丙烯腈(PAN)纤维,它不同于腈纶毛线;③沥青
7.有机纤维制作碳纤维所选择条件是什么?一般分为哪几步?五步
答:一.天然纤维、再生纤维和合成纤维都可用来制备碳纤维。选择的条件是加热时不熔融,可牵伸,且碳纤维产率高。
二(1)拉丝:可用湿法、干法或者熔融状态三种方法进行。(2)牵伸:在室温以上,通常是100—300℃范围内进行(3)稳定:通过400℃加热氧化的方法。(4)碳化:在1000—2000℃范围内进行。(5)石墨化:在2000—3000℃范围内进行。
8.石墨纤维与碳纤维相比,在制作方法、结构与主要性能上有何不同?
答碳纤维主要含无定型C,C含量约为95%,热处理温度1200—1500℃,石墨纤维含较多的结晶C,C含量99%以上,热处理温度2000℃以上,制造纤维时的温度不同造成以上差别。
9.芳纶纤维主要有几种?作为增强材料的芳纶纤维有何主要性能特点?用结构特点解释性能。
1.芳纶-29,芳纶-49,芳纶2.高强度、高模量、冲击性能好、耐高温、耐腐蚀、低密度
10.阐述硼纤维的制造方法与主要性能特点?
答:1.硼纤维是一种将硼元素通过高温化学气相沉积法在钨丝表面制成的高性能增强纤维,具有很高的比强度和比模量。2.强度高、模量高、密度小、弯曲强度比拉伸强度好。缺点:因碳纤维常温常温下为惰性特质,高温下与金属反应,需在表面沉积SiC层。
四.复合材料的界面
1.复合材料的界面定义是什么,包括哪些部分,有何特点?有哪些效应? 五个效应
答:①复合材料的界面是指机体与增强物之间化学成分有显著变化的、构成彼此结合的、能起载荷传递作用的微小区域。
②它包含基体和增强物的部分原始接触面、基体与增强物相互作用生成的反应产物、此产物与基体及增强物的接触面,基体和增强物的互扩散层,增强物上的表面涂层、基体和增强物上的氧化物及它们的反应产物等。
③A性能和结构上不同于基体和增强材料;B具有一定的厚度;C连接基体与增强材料;D能够传递载荷。
④(1)传递效应:界面能传递力,即将外力传递给增强物,起到基体和增强物间的桥梁作用。
(2)阻断效应 结合适当的界面有阻止裂纹扩展、中断材料破坏、减缓应力集中的作用。
(3)不连续效应 在界面上产生物理性能的不连续性和界面摩擦出现的现象,如抗电性、电感应性、磁性、耐热性、尺寸稳定性等。
(4)散射和吸收效应 光波、声波、热弹性波、冲击波等在界面产生散射和吸收,如透光性、隔热性、隔音性、耐机械冲击及耐热冲击性等。
(5)诱导效应 一种物质(通常是增强物)的表面结构使另一种(通常是聚合物基体)与之接触的物质的结构由于诱导作用而发生改变,由此产生一些现象,如强的弹性、低的膨胀性、耐冲击性和耐热性等。
2.金属基复合材料的界面的主要问题是什么?怎样进行控制? P67(界面的化学反应) 三条途径
答:①在金属基复合材料中往往由于基体与增强物发生相互作用生成化合物,基体与增强物的互相扩散而形成扩散层,增强物的表面预处理涂层,使界面的形状、尺寸、成分、结构等变得非常复杂。
②A对增强材料进行表面涂层处理;B选择金属元素;C优化制备工艺和参数。
3.金属基复合材料界面的结合形式有哪几种?
物理结合溶解和浸润结合 反应结合
4.常用的增强材料(玻璃纤维、碳纤维、硼纤维、SiC纤维等)的表面如何处理可改善复合材料的界面效果?
答:表面处理:在增强材料表面涂覆上一种称为表面处理剂的物质,这种表面处理剂包括浸润剂及一系列偶联剂和助剂等物质,以利于增强材料与基体间形成一个良好的粘结界面,从而达到提高复合材料各种性能的目的。
①玻璃纤维:Ⅰ前处理法Ⅱ后处理法Ⅲ迁移法
②碳纤维:氧化、沉积、电聚合与电沉积、等离子体处理等。
③硼纤维:与树脂基体复合可不用表面处理;与金属基体复合采用SiC陶瓷涂层。
5.聚合物基复合材料、陶瓷基复合材料界面有哪些特点,都有哪些优化设计的方法?
答:一、对于聚合物基复合材料,其界面的形成可以分成两个阶段:第一阶段是基体与增强纤维的接触与 浸润过程。第二阶段是聚合物的固化阶段。(1)首先应考虑如何改善增强材料与基体间的浸润性;(2)适度的界面粘结;(3)减少复合材料成型中形成的残余应力;(4)调节界面内应力,减缓应力集中。
二、在陶瓷基复合材料中,增强纤维与基体之间形成的反应层质地比较均匀,对纤维和基体都能很好地结合,但通常它是脆性的。(1)改变基体元素;(2)增强体表面涂层。
6.复合材料的复合法则—混合定律?
答:满足以下条件:1.复合材料宏观上是均值的,不存在内应力;2.各组分材料是均质各项同性及线弹性材料;3.各组分间粘结牢固,无空隙,不产生相对滑移。在复合材料中,在已知各组分材料的力学性能、物理性能的情况下,复合材料的力学性能和物理性能主要取决于组成复合材料的材料组分的体积百分比
Pc :复合材料的某性能,如强度、弹性模量、热导率等;
Pi :各组分材料的对应复合材料的某性能;
V :组成复合材料各组分的体积百分比;
i:表示组成复合材料的组分数。
7.7.什么是复合材料的相容性?相容性分为哪两种?各指什么? 物理和化学相容性
答:相容性指复合材料在制造、使用过程中各组分之间相互协调、配合的程度。
相容性关系到复合材料中的各组分材料能否有效发挥其作用以及复合材料整体的结构和性能能否长期稳定。相容性包括物理相容性和化学相容性。
1、物理相容性:热膨胀系数 (1)基体应具有足够的韧性和强度,能够将外部载荷均匀地传递到增强剂上,而不会有明显的不连续现象。
(2)由于裂纹或位错移动,在基体上产生的局部应力不应在增强剂上形成高的局部应力。
(3)基体与增强相热膨胀系数的差异对复合材料的界面结合及各类性能产生重要的影响。
2、化学相容性:主要指基体与增强体之间有无化学反应。化学反应会不同程度地损伤增强材料的性能。
五.聚合物基复合材料
1.聚合物基复合材料的主要性能是什么?
答:1.具有较高的比强度和比模量;2.抗疲劳性能好;3.减振性能好;4.高温性能好;5.安全性好;6.可设计性强、成型工艺简单。
2.常用的三种GFRP(玻璃纤维增强的三种常用塑料)的主要性能如何?
答:GFRP的突出特点是比重小、比强度高,还具有良好的耐腐蚀性,也是一种良好的电绝缘材料,还具有保温、隔热、隔音、减振等性能。玻璃纤维增强环氧、酚醛、聚酯树脂除具有上述共同的性能特点外各自具有特殊的性能。
①玻璃纤维增强环氧树脂是 GFRP中综合性能最好的一种②玻璃纤维增强酚醛树脂是各种GFRP中耐 热性最好的一种③玻璃纤维增强聚酯树脂最突出的特点是加工性能好,它的透光性好,价格很便宜。
3.聚合物基复合材料的原材料选择原则与纤维选择原则是什么? P90
(1)①比强度、比刚度高的原则;②材料与结构的使用环境相适应的原则;③满足结构特殊性要求的原则;④满足工艺性要求的原则;⑤成本低、效益高的原则。
(2)纤维选择:先根据结构的功能选取能满足一定的力学、物理和化学性能纤维,然后按比强度、比刚度和性价比选取纤维规格。
4.聚合物基复合材料的主要制造方法有哪些?(针对长纤维、短纤维或颗粒各举一两例)
答:1.注射成型;挤出成型;热塑性片状模塑料热冲压成型
2.热塑性树脂基复合材料成型工艺,分别适用于短纤维增强和连续纤维增强热塑性复合材料两类。
5.聚合物基复合材料的结构设计过程中要考虑哪些主要因素?基本过程如何?P87
答:主要因素:结构质量、研制成本、制造工艺、结构鉴定、质量控制、工装模具的通用性及设计经验等。
(1)明确设计条件。材料设计。结构设计。
六.金属基复合材料★(重点)
1.金属复合材料的基体性能与应用?
答:金属基复合材料与传统的金属材料相比,它具有较高的比强度与比刚度,而与树脂基复合材料相比,它又具有优良的导电性与耐热性,与陶瓷材料相比,它又具有高韧性和高冲击性能。这些优良的性能让它在航空航天领域得到广泛应用。
2.金属基复合材料的主要增强材料有哪些?
1.纤维 晶须 颗粒 2.碳纤维、硼纤维、SiC纤维、铝纤维
3.金属基复合材料的常用制造方法有哪些?适合于制作长、短纤维增强复合材料是什么方法?
(1)连续增强相金属基复合材料的制备工艺
4.制备金属基体复合材料时,制备工艺的选择原则?金属基复合材料的制造难点是什么?
答:一、1)基体与增强剂的选择,基体与增强剂的结合;
2)界面的形成机制,界面产物的控制及界面设计;
3)增强剂在基体中的均匀分布;
4)制备工艺方法及参数的选择和优化;
5)制备成本的控制和降低,工业化应用的前景。
二、 ①容易发生界面反应,因为需要高的制造温度(高于或接近于基体的熔点);
②许多增强纤维对基体的浸润性差,甚至不完全浸润;
③如何均匀分布增强体。
5.如何去解决金属基复合材料的界面反应问题? 3种方式
① 增强剂的表面改性处理
② 金属基体改性(添加微量合金元素)
③ 优化制备工艺参数,采用新工艺。
7.为什么铝基体是最常用的MMC金属基体?铝基复合材料都有哪些种类?常见的增强体有哪些?
答:①铝基体为面心立方结构,具有良好的塑性和韧性,易加工、工程可靠性及价格低廉等优点,为其在工程上应用创造了有利的条件。
②硼、碳、碳化硅、氧化铝等纤维和不锈钢
③碳化硅、氧化铝、碳化硼、氧化硅、碳化钛
8.目前影响金属基复合材料的应用扩大的主要问题有哪些?
工艺技术复杂、价格昂贵、性能有待改进、工艺尚需完整、设计与使用经验不足、相容性问题、如何提高界面粘结强度
七.陶瓷基复合材料
1.陶瓷基复合材料常用哪些增强材料?
答:陶瓷基复合材料中的增强体通常也称为增韧体。从几何尺寸上可分为纤维(长、短纤维)、晶须和颗粒三类。
2.陶瓷基复合材料的常用制造方法有哪些?
泥浆烧铸法:热压烧结法:浸渍法:
3.如何提高陶瓷基复合材料的韧性?
答:(1)非相变第二相颗粒增韧①微裂纹增韧(钉扎作用、应力释放作用);②裂纹偏转和裂纹桥联增韧 (2)延性颗粒增韧(闭合裂纹)(3)纳米颗粒增韧(4)相变增韧
4. 长纤维增韧的陶瓷复合材料的增韧机理是什么?
裂纹弯曲和偏转 脱粘 纤维桥结
八.其它复合材料
1.什么是C/C复合材料?有何主要特性?为什么要对碳碳复合材料进行抗氧化保护?
C/C复合材料的制造工艺方法与应用。
答:①C/C复合材料是以碳(或石墨)纤维及其织物为增强材料,以碳(或石墨)为基体,通过加工处理和碳化处理制成的全碳质复合材料。
②耐高温、耐化学药品性③解决碳碳复合材料高温抗氧化的途径主要是,采用在碳碳复合材料表面施加抗氧化涂层,使C与O2隔开,保护碳碳复合材料不被氧化。
2.什么是纳米复合材料?
答:纳米复合材料(nano composites)是指分散相尺度至少有一维小于100 nm的复合材料。
(小尺寸效应;表面效应;量子尺寸效应;宏观量子隧道效应)
3.混杂纤维复合材料的定义?混杂纤维主要有哪些?举例说明混杂纤维复合材料如何提高性能?
答:(1)目前我们主要研究的混杂纤维复合材料的含义是指由两种或两种以上的连续增强纤维增强同一种树脂基体的复合材料。
(2)混杂纤维复合材料所用的增强材料主要有碳纤维、开芙拉纤维、玻璃纤维等,其力学性能主要由增强纤维承担。
(3)1.提高并改善复合材料的某些性能 如碳纤维复合材料冲击强度低,用0.15玻纤与碳纤混杂 2.使结构设计与材料设计统一的性能 如先进远程导弹承力、抗烧蚀 3.使构件设计自由度扩大的性能 如高速飞机机翼 4.具有使材料成本降低的性能 如沥青转变为液晶
玻璃钢:用玻纤增强的热固性树脂。
玻纤稳定性影响因素:1.玻纤化学成分2.纤维表面情况3.侵蚀介质体积和温度4.玻纤纱规格和性能
C/C:树脂碳、热解碳、碳纤维
碳纤维树脂基:C/SiC复合涂层 ;硼纤维和金属基:SiC涂层
纳米复合材料:以树脂、橡胶、陶瓷和金属等基体为连续相,以纳米尺寸的金属、半导体、刚性粒子和其它无机离子、纤维、纳米碳管等改性为分散相,通过适当的制备方法将改性剂均匀地分散于基体材料中,形成一相含有纳米尺寸材料的复合体系,这一体系材料称为纳米复合材料。 2.4 聚合物基复合材料用辅助材料 2.4.4 填料 填料的种类: © 无机填料:轻质碳酸钙、水合氧化铝、粘土、二氧化硅等; © 金属填料:铁、铜、铝、铅等金属粉末,可增加复合材料 的导热性、导电性、对磁场的感应和防幅射等; © 碳和石墨也作为导电填料
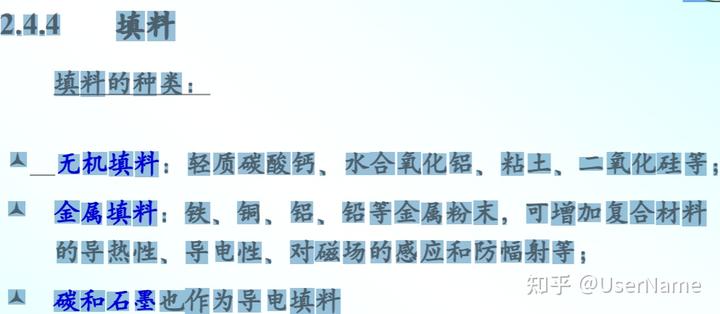
2.4.4 填料 填料对复合材料性能的影响: © 填料对树脂耐腐蚀性能的影响 复合材料的耐腐蚀性能主要取决于基体材料的性能, 在树脂中加入各种填料,对腐蚀性能 的影响很大。 © 填料对树脂阻燃性能的影响 在树脂中加入填料时,由于填料能够吸收树脂燃烧过 程中的部分热量,因而对树脂的燃烧有一定的延缓作用, 使树脂具有一定的自熄性。 © 对树脂其它性能的影响 有的填料还产生附加功能,如增加耐磨性、电绝缘性 能、耐化学腐蚀性能等。
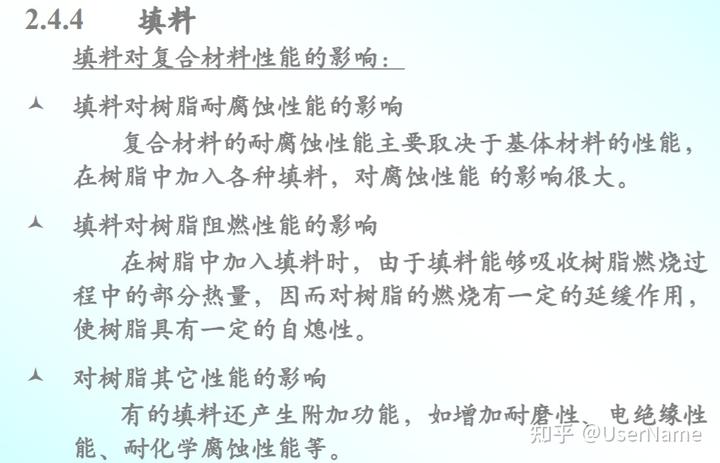
2.4.5 颜料 为了提高复合材料制品的商品价值和美观程度,大多数制 品都要进行着色。 复合材料的着色,一般是反颜料配制成树脂颜料糊使用, 先把颜料加入到高粘度树脂中,然后用研磨机混炼。 有机颜料的特点: © 某些颜料能部分溶解于树脂中; © 密度小,易分散; © 粒度小,比表面积大,着色效果好; © 有较高的透明度和半透明度,而且光散射较低; © 有较高的着色强度值; © 热稳定性较低,一般 < 250 ℃,仅有少数可达 300 ℃以上; © 有些有机颜料受固化体系的影响会变色。
2.4.5 颜料
无机颜料的特点:
© 色泽鲜明、遮盖力强;
© 耐热、耐化学性和光稳定性好;
© 缺点是着色力差;
© 颗粒大、不易分散。

2.4.6 阻燃剂 随着复合材料应用领域的扩大及人们安全防火意识的不断 提高,自熄性、阻燃树脂的研究与开发越来越受到人们的重视。 阻燃型树脂可分为: © 添加型阻燃树脂:在树脂中加入阻燃剂,从而使树脂具有 阻碍燃性。 © 反应型阻燃树脂:在树脂合成过程中把具有阻燃作用的元 素,如Cl、Br、P等引入树脂分子中,从而制得反应型阻 燃树脂。 2.4 聚合物基复合材料用辅助材料 2.4.6 阻燃剂 阻燃剂作用机理: © 形成大量非燃气体,冲释可燃组分,孤立燃烧系统,切断 氧所来源 —— 隔绝效应阻燃; © 产生热解物之间的结合或分解吸热反应,从而冷却聚合物 或带走大量热量,降低温度,削弱或终止裂解反应 —— 致 冷效应阻燃; © 制成炭化泡沫熔隔层,遮盖聚合物燃烧表面,达到绝热隔 氧的目的—— 阻断效应阻燃; © 提供自由基给予体与传播火焰的高活性氢氧根自由基结合, 终断燃烧值反应 —— 自由基湮没效应阻燃; © 投放固体微粒,引起能量消散 —— 发生器壁效应阻燃。 2.4 聚合物基复合材料用辅助材料 2.4.6 阻燃剂 阻燃剂作用机理: 三氧化二锑是常用的阻燃剂,常与有机氯化物配合使用, 起到更有效的作用。 Sb2O3 +4 HCl SbOCl + SbCl2 + 2 H2O 5SbOCl SbCl3 + Sb4O3Cl2 3Sb4O5Cl2 2SbCl3 + 5 Sb2O3 三氧化二锑的沸点较高(323℃),可附着在燃烧层表面, 起到隔氧阻燃的作用。 136 - 280 ℃ > 320 ℃ 2.4 聚合物基复合材料用辅助材料 2.4.6 其它辅助材料 脱模剂 低收缩剂 防老化剂 触变剂 抗静电剂 3.3 聚合物基复合材料的制造技术 聚合物基复合材料成型工艺 热固性复合材料成型工艺 热塑性复合材料成型工艺 短纤维复 合材料 长纤维复 合材料 SMC模压成型 反应注射成型 喷射成型 注塑成型 纤维缠绕成型 挤拉成型 RTM成型 手糊成型 热压罐成型 卷管工艺成型 SCRIMP成型 注射成型 吹膜成型 热成型 带缠绕成型 压缩成型 热压罐成型 隔膜成型 短纤维复 合材料 长纤维复 合材料 3.3.1 聚合物基复合材料的工艺特点 首先,材料的形成与制品的成型是同时完成的; 其次,复合材料的成型比较方便。 3.3.2 聚合物基复合材料的成型工艺 工艺特点: 一 、热固性基复合材料成型工艺
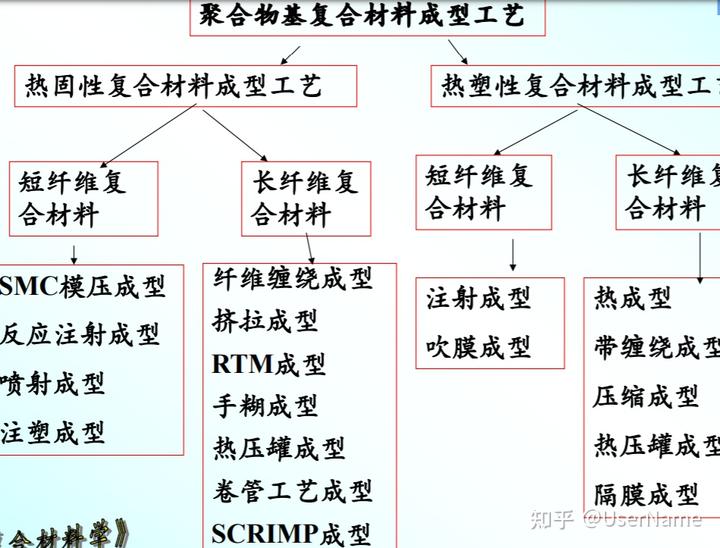
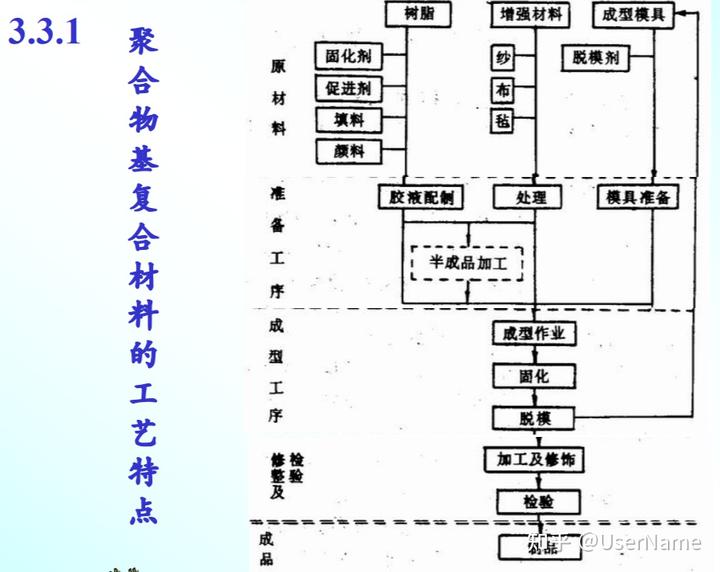
1. 按预成型方法分类 层贴法 沉积法 缠绕法 编织法 接触(压)成型 真空袋成型 气压室(压力袋) 热压罐成型 模压成型 树脂传递模塑(RTM) 增强反应性注射成型(RRIM) 拉挤成型 2.按成型压力分类 闭模成型(模压、RTM、注射成型、RRIM) 开模成型(手糊、喷射、真空袋、压力袋、热 压罐、纤维缠绕、拉挤、离心浇注) 其他 (编织、吸胶成型) 3.按开、闭模分类 一) 手糊法 外观可达A级表面 模具准备 树脂胶液配制 增强材料准备 涂脱模剂 手糊成型 固化 脱模 后处理 检验 制品 不受制品尺寸、形状限制; 设备简单、投资少; 工艺简便; 容易满足产品设计要求; 制品树脂含量高,耐腐蚀性好。 生产效率低,劳动强度大; 质量不易控制,性能不稳定; 力学性能低。 优点: 缺点: 二) 喷射法 喷射法与滚压成型示意图 将分别混有促进剂和引发剂的 从喷枪两侧 (或在喷枪内混合)喷出,同时将 用切割 机切断并由喷枪中心喷出,与树脂一起 。
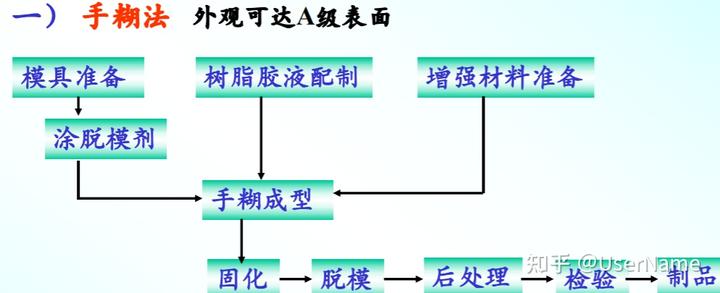
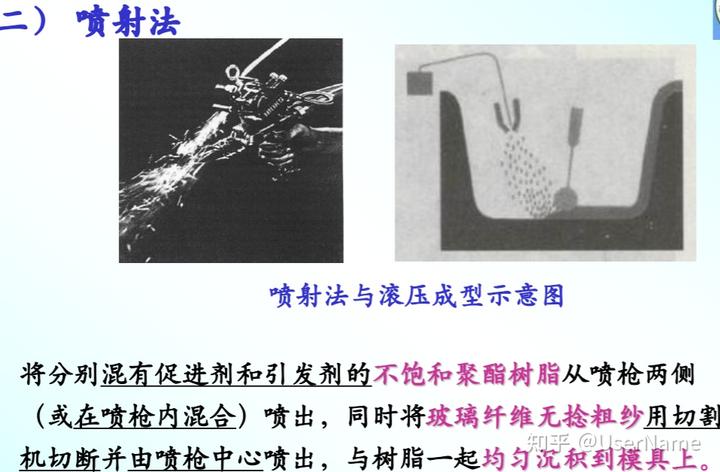
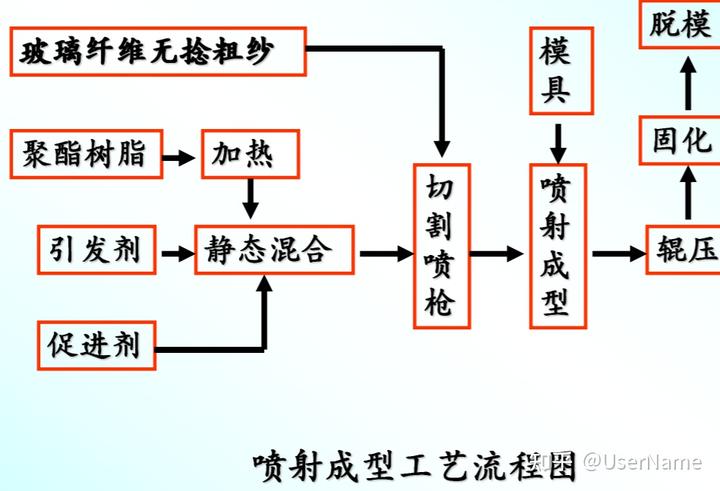
对所用原材料的要求: 树脂体系的 , 、 和 以及 等。 最常用的树脂:在室温或稍高温度下即可固 化的 等。 喷射成型的优点: 用玻璃纤维粗纱代替织物,可降低材料成本; 生产效率比手糊高2-4倍; 产品整体性好、无接缝、层间剪切强度高; 产品耐渗漏性好:可减少飞边、裁布边角料及剩余胶液的消耗; 产品尺寸和形状不受限制。 喷射成型的缺点: 树脂含量高,制品强度低; 产品只能做到单面光滑; 飞散的喷射气流污染环境,有害操作者健康。 三) 压制法 预成型对模压制 冷压制 热压制 1)毛坯制备 少量乳粘剂 预混料压制 片状模塑料压制 1、预成型对模压制 筛模 短切纤维 2)毛坯放入成型对模,而后倒入树脂,加热、加压固化,脱模 SMC法生产的车辆外壳、保险杆 2、片状膜塑料成型 1.片状膜塑料的制备 2)膜片放入成型对模,而后直 接加热、加压固化,脱模 四) 树脂传递(树脂压注)成型法 一 、概述 适宜多品种、中批量、高质量复合材料构件的低成本技术 二、基本原理 在设计好的模具中放置预成型增强体,闭合模具,将所需的树 脂注入模具,当树脂充分浸润增强材料后,加热固化,然后脱 模获得产品 三、技术特点 将树脂浸润、固化成型过程和增强纤维结构设计和制造分开; 易制造大尺寸、形状复杂、带加筋、夹芯和镶件的结构; 广泛的树脂和增强材料适应性,可成型普通的玻璃钢,也可 成型高性能的复合材料。 增强材料剪切或预成型 树脂胶液准备 模具 准备 喷涂 胶衣 铺放增 强材料 坯件 合 模 树脂 注入 固化 脱 模 修 整 后 固 化 验 收 成 品 四、工艺流程 汽车壳体的RTM加工过程 Process steps 五、RTM用树脂基体 1) 树脂选择的一般原则 首先,粘度适当 粘度太高 注射压力大 纤维易被冲刷错位 树脂在纤维中浸润慢, 不利于排除空气 粘度太低 树脂在浸润纤维 之前就充满模具 制品疏松 其次,树脂应具有较长的适应期及树脂充模后能快速固化 另外,低挥发分、固化不放气及与纤维良好的浸润性 a)从工艺角度 b)从性能角度看 所选树脂应能在强度、模量、韧性、耐温、耐环境老化以 及与纤维的连接性能方面满足制品的技术要求。 2)常用RTM树脂 不饱和聚酯树脂 双马来酰亚胺树脂 环氧树脂 酚醛树脂 聚氨酯树脂 乙烯基酯树脂 低性能树脂,但成本低、工艺性好, 用于民用消费品、汽车工业和基础设 施结构 高性能树脂,用于航天航空等高技 术领域 将 的连续纤维或布带,按照一 定规律 上,然后 成为 的工艺过程,称为 。 缠绕 如下图所示: 缠绕工艺流程图 纤维螺旋缠绕 SKCW-1400缠绕机 SKCW-2200缠绕机 SKCL3缠绕机 SKBC-800缠绕机 SKBC-1700缠绕机 利用 制作复合材料制 品时,有两种不同的方式可供选择: 一是将 浸树脂后,再缠绕 在芯模上; 二是先将 缠好后,再浸渍树脂。 目前普遍采用前者 类似一部机床,纤维通过树脂槽 后, 除去纤维中多余的树脂。 为改善 避免 ,可预 先在纤维表面徐覆一层 , 或者 。 纤维 可以通过机械传动 或计算机控制。 缠绕达到要求厚度后,根据所选用的树 脂类型,在室温或加热箱内 便得 到复合材料制品。 对纤维的要求: 一般要求纤维具有 和 ,纤维纱的 以 及缠绕时 等。 1)对增强纤维有良好的粘结力和浸润性; 2)树脂固化后有较高的强度和与纤维相适应的伸长率; 3)具有较低的初始粘度和较长的使用期; 4)不含有难以除去的溶剂或低分子物质; 5)具有低的固化收缩率。 对树脂的要求: 常用树脂: 环氧树脂、乙烯基酯树脂、不饱和聚酯、酚醛树脂、双马来 酰亚胺(BMI)、聚酰亚胺等 对模具的要求: 在缠绕的时候,所使用的 应有 , 成型加工过程中 ,满足制品 和 以及 等。 常用的 石膏、石蜡、金属或合金、塑料等,也可用 ,如以 作粘结剂制 成 。 首先,纤维按预定要求排列的 和 ,通过改变纤维排布方式、数量,可以实现 ,因此,能在较大程度上发挥 优异的特点。 其次,用 所制得 的成品, , 和 高, 比较 和 较高等。 大,只有大批量生产时才 可能降低成本。 适于制作承受一定内 压的 ,如固体火箭发动机壳体、 导弹放热层和发射筒、飞机壳体、压力容 器、大型贮罐、各种管材等。 适用范围: 卧式容器 采用E-glass高张力、多层次、多角度、多 立式容器,靠计算机自控实 切点、包封头、整体充气袋式缠绕法 现不等壁厚,包头包脚、交 叉缠绕法 石家庄市珍极酿造厂用于出 口日本的果汁酱油发酵塔 受压容器 采用了一高三多退喷特殊缠绕技术相容的 合成工艺,完全符合ASME标准。克服了 传统布糊工艺存有自然剪切、无张力、承 压放捻的弊病。 工艺管道 缠绕工艺的应用实例 波 音 787 现场缠绕大型容器 DN ΦA H DN ΦA H 4600 3400 55 8500 6900 102 六) 离心成型法 七)袋压法 1)真空袋压法 主要设备:烘箱或其他能提供热源的加热空间,成型模具以及 真空系统。 该法只适用于厚度为1.5mm以下的复合板材以及蜂 窝夹层结构 2) 压力袋成型法 是在真空袋法基础上发展起 来的,为的是成型一些需要 大于0.1MPa压力,而压力 又不必太大的结构件。 拉挤成型工艺中,首先将浸渍过树脂胶 液的 或 在牵引装置作用 下通过 而 ; 其次,在模腔中或固化炉中 ,制成具 有特定横截面形状和长度不受限制的复合材 料,如 、 、 、 、 等。 一般情况下,只将 在成型模中加热到 的程度, 是在加热箱中完成的。 带表面毡的拉挤工艺流程 强度高、集 、 和容易被树脂胶液 。 常用的 如玻璃纤维、芳香族 聚酰胺纤维、碳纤维以及金属纤维等。 对增强纤维的要求: (<0.2Pa.s)和 (8h以上)、较短 的固化时间、固化 (<4%)、与增强材 料 等。 用作基体材料的树脂以 ,大量 使用的基体材料有 、 等,不饱和聚酯占拉挤总 量的90%。 拉挤成型对树脂的要求: 另外,以耐热性较好、熔体粘度较低的 为基体的 也取得了很大 进展。 抗弯强度Mpa 断裂伸长率% 横向搞弯强度MPa 1000 990 2.5 1.3 151 69 玻纤聚氨酯拉挤型材 玻纤聚酯拉挤型材 其拉挤成型的关键在于 。 常用的方 法: 和 。 是使增强材料通过熔融树脂,浸渍树脂 后在成型模中 ; 中,首先按一定比例将热塑性聚合物纤维与增 强材料混编织成 、 等几何形状的织物; 然后,将具有一定几何形状的织物通过热模,此时 并 , 后成为产品。 ① ,易于实现自动化; ②制品中增强材料的含量一般为40%-- 80%,能够充分发挥增强材料的作用, ; ③不需要或仅需要进行少量加工,生 产过程中 ; ④制品的 , 以适应不同制品的使用要求,其长度可根 据需要 。 (1) 。主要用于上、下水装置,工 业废水处理设备、化工挡板及化工、石油、造纸和 冶金等工厂内的栏杆、楼梯、平台扶手等; (2) 。主要用于高压电缆保护管、电 缆桥架、绝缘梯、绝缘杆、灯柱、变压器和电机的 零部件等; 电缆保护管 电缆桥架 (3) 。主要用于门窗结构用型材、 桁架、桥梁、栏杆、支架、天花板吊架等; (4) 。主要用于卡车构架、冷藏车 箱、汽车笼板、刹车片、行李架、保险杆、船 舶甲板、电气火车轨道护板等; (5) 。主要用于钓鱼杆、弓箭 杆、滑雪板、撑杆跳杆、曲辊球辊、活动游泳池 底板等; (6) 。主要用于太阳能收集器、 支架、风力发电机叶片和抽油杆等; (7) 。如宇宙飞船天线绝缘管, 飞船用电机零部件等。 玻璃钢格栅可以根据用户的要求,任意着色。 盖板格栅 拉挤格栅 是树脂基复合材料生产中的一 种重要成型方法,它适用于 ,但以热塑性复合材料应用最广。 包括 和 等步骤。 加工 时, 一般是将 (防止物料在进入模具之前发生 固化)与 混合均匀后注射到模具,然后再 使其固化成型。 加工热塑性树脂基复合材料时, 是将 送入注射腔内,加热熔化、混合 均匀,并以一定的挤出压力,注射到温度较低的 中,经过 后,开模便得到复合材料 制品。 在加工过程中,由于 会使纤 维在树脂基体中的分布有一定的 。 如果制品形状比较复杂,则容易出现 或 ,影响材 料的性能。 因此, 要求树脂与短纤维的 混合均匀,混合体系有良好的流动性,而纤维 含量不宜过高,体积含量一般在30%--40%左 右。 所得制品的 , 除氟树脂外,几乎所有的 都可 以采用这种方法成型。 二、热塑性复合材料制备工艺概述 树脂纤维 熔融预浸 悬浮预浸 粉末预浸 纤维混杂 原位复合 薄膜镶嵌 自动铺贴 手动铺贴 纤维缠绕 注塑 模压 热压 真空 缠绕 辊压 拉挤 制件 加工 热塑性复合材料制备过程: 预 浸 料 浸 料 叠 层 1)熔融预浸法 方法1:复合夹层的制备 先将树脂加热熔融,纤维通过熔融树脂得到预浸。该法最常用 特点:无溶剂污染 应用:适用于结晶性树脂预浸带 玻璃纤维毡 挤出熔融聚丙烯 一)预浸料的制备 挤出或薄膜 挤出或薄膜 方法2:复合粒子原料的制备 树脂及助剂 玻璃纤维 挤出机 包裹玻璃纤维 切粒 长纤维造粒工艺流程 树脂及助剂 长纤维切断 预混 挤出条料 切粒 短纤维造粒工艺流程 2)悬浮预浸法 特点:复合片材中玻璃纤维分布均匀,成型加工是预浸料的 流动性好,但技术难度高投资大 应用:制作复杂形状和薄壁结构制品 3) 粉末预浸法 纤维预先经过扩散器被空气吹松散后进入流化床中,带 静电的树脂粉末很快沉积到接地的纤维上,沉积量由流化床 电压和纤维通过的速率控制,再经烘炉加热熔化。 适合于该技术的树脂粉末直径以5-10μm为宜 特点: 加工过程不受基体黏性的限制 ,聚合物无降解,纤维损伤 少,成本较低。 4)纤维混杂法 将热塑性树脂纺成纤维或薄膜带,然后根据含胶量的多少将 一定比例的增强纤维与树脂纤维束紧密地合并成混合纱,再 通过一个高温密封浸渍区使树脂和纤维熔成连续的复合体。 优点: 树脂含量易于控制,纤维能得到充分浸润,可以直接缠绕 成型得到制件。 缺点: 制取直径极细的热塑性树脂纤维(小于10μm)非常困难, 同时编织过程易造成纤维损伤。 5)原位聚合法 利用单体或预聚体初始分子量小、粘度低及 流动性好的特点,纤维与之一边润滑一边反应, 从而达到理想的浸渍效果。 二、成型工艺 1)注塑成型 是短纤维增强热塑性塑料的主要方法。 生产工艺包括加料、熔融,并在一定的压力下将熔体(即短 纤维与塑料的混合体)注入金属模腔中,然后冷却固化成所 需的制品。 特点:制品加工成本低,加工数量不受限制,甚至无需后续 加工,基本上是一种连续批量的生产方法 2)模压成型 方法1(先预热后成型):先将片材剪裁成要求的尺寸,预热后 移到金属模具中,然后密封裁好的片材和模具外周边;模腔内抽 成真空,片材紧贴在模腔内壁上,冷却后脱模即可得到制品; 方法2(加热与成型同时进行):将裁剪好的复合片材放到模具 内,闭合模具,借助加热和压力使其成型,冷却后脱模即可得到 所设计的制品。 3)热压成型 是快速、批量成型热塑性树脂基复合材料制品的工艺方法。 4)拉挤成型 a.预聚体拉挤成型 将单体和引发剂混合后再加热熔融 ,由于预聚体初始相对分子 质量小 、黏度低及流动性好 ,使得纤维与之一边浸润 、一边 反应 ,从而可达到理想的浸渍效果 。 b)预浸渍带(布或毡)拉挤成型 热塑性树脂基复合材料拉挤成型工艺 热塑性树脂基复合材料拉挤模具结构示意图 树脂基复合材料设计中需注意的几个问题: (1)成形工艺的选择应以制品结构和使用受力情况为依据; (2)构件弯折处应设计过渡圆角; (3)采取适当措施提高构件刚度; (4)尽可能合并结构元件; (5)严格成形操作工艺。 3.3 聚合物基复合材料的基本性能 首先,增强材料的强度及弹性模量以及基体材料的强 度及化学稳定性等是决定FRP性能的最主要因素。 最后,增强纤维与基体树脂的界面粘接状况在一定 条件下也可能成为影响FRP性能的因素。 而原材料一旦选定,则增强材料的含量及其排布方 式与方向便又跃居重要地位,此外,采用不同成型 工艺,制品性能亦有较大的差异。 3.3.1 FRP的机械性能 3.3.1.1 FRP的机械性能的特点 v比强度高 例如3号钢屈服强度极限的离散系数为3.0%,而手糊 平衡型双向FRP的强度离散系数有时可达15%。 v各向异性 弹性模量和层间剪切强度低 性能分散性大 1. 纵向拉伸力学模型 单向复合材料的简化并联模型 基体 载荷 纤维 (1 ) Ec EfVf Em Vf 3.3.1.2 FRP的静态特性 一 、拉伸特性 Ec EfVf 在纤维与基体都是线弹件情况下,纤维与基体承担应力与载荷 的情况推导如下: 因此有: 可以看出,复合材料中各组分承载的应力比等于相应弹性模 量比,为广有效地利用纤维的高强度,应使纤维有比基体高 得多的弹性模量。 复合材料中组分承载比可以表达为 纤维/基体弹性模量比值越高,纤维体积含量越高,则纤维 承载越大。因此对于给定的纤维/基体系统,应尽可能提高纤 维的体积分数。 纵向拉伸破坏示意图 脆 性 断 裂 脆性断裂 伴有纤维拨出 的脆性断裂 伴有纤维拔出、界面 基体剪切或脱胶破坏 的脆性断裂 Vf<40% 40%<Vf<65% Vf>65% 2. 纵向拉伸破坏粘合程度的影响 a b c d 聚丙烯基体中注塑成型复合材断口 未经联结剂处理时,大 量表面光滑的纤堆被拉 出;如图a.、b所示 纤维经过一种化学联结剂 的处理后,断口上只出现 少量的纤维拉出,此外, 纤维表面还出现塑性粘合 (图c、d) 其中: a图是洋麻纤维的显微照片; b图是无偶联剂时的洋麻含量20%时洋麻/PP复合材料拉伸断裂面 显微照片; c图是有偶联剂作用下、洋麻含量20%时洋麻/PP复合材料拉伸断 裂面显微照片 3. 横向拉伸模型 基体 纤维 (1 ) m f f f f m t E V E V E E E Et Em Vf 横向拉伸破坏示意图 单向复合材料在横向即垂直于纤维方向受拉时,通常发生横向 拉伸破坏的模式有两种: 4. 横向拉伸破坏 2)脱胶或纤维横向撕裂。 1)基体拉伸破坏; 二 、压缩特性(表12-8) 脱 相 位 同 相 位 1. 纵向压缩破坏 纤维的体积百分比较低 纤维的体积百分比较高 图c 图d 图1 低放大倍 数下,显示平 整的断口表面 图2 高放大 倍数下,单 根纤维的拉 应力和压应 力断口 纵向压力导致纤维弯曲失效(碳纤维/环氧树脂薄板的断口) 图4 单向Technora/环氧 树脂符合材料在0℃的抗 压断口 图3 凯夫拉纤维/环氧树脂试样的 抛光截面,显示在四点弯曲试样的 压缩区内生成的一绞结带 图e 图f 由纵向压应力引起剪切失效示意图 2. 横向压缩破坏 图b 横向压缩破坏示意图 图a 横向压缩 ABCD面的剪切失效不会引起纤维断裂 BEDF面的剪切失效必然包含纤维断裂 三、剪切特性 图b 单向碳纤维/环氧树脂薄 板内部剪切断口的扫描照片 图a 玻纤/聚酯树脂薄 板内部的剪切裂纹 图c 单向碳纤维/环氧 树脂薄板横向拉伸断口 破坏模式包括: ①基体剪切破坏; ②基体剪切破坏并伴有脱胶; ③脱胶。 12.3.1.3 FRP的疲劳特性 ①复合材料在疲劳过程中, 尽管初始损伤尺寸比金属材 料大,但疲劳寿命比金属长。 与金属疲劳相比,其主要特点是: 静态强度高的FRP,其疲劳强度亦高。若以疲劳极限比(疲劳强 度/静态强度)表示,则10 7次时比值大约在0.22~0.41之间。每种 FRP都存在一个最佳体积含量。实际Vf低于或高于最佳值,其疲 劳强度都会下降②复合材料的疲劳损伤是果积的,在破坏之前,损伤已有了 较大的发展,有明显的征兆。而金屈材料损伤累积却很隐蔽, 破坏有很大的突发性.这对工程结构来讲是很危险的。③金属材料在交变裁荷作用下,可以观察到单一主裂纹有 规律的扩展现象,这一主裂纹控制着最终的废劳破坏。对 于复合材料往往高应力出现较大范围的损伤,这些损伤包 括:界面脱胶、基体分裂、分层、纤维断裂等等,表现出 非常复杂的疲劳破坏行为,很少出现由单一裂纹控制的破 坏机理。 ②复合材料的疲劳损伤是果积的,在破坏之前,损伤已有了 较大的发展,有明显的征兆。而金屈材料损伤累积却很隐蔽, 破坏有很大的突发性.这对工程结构来讲是很危险的。 图a 针排(断裂的环氧树 脂)和石墨纤维形态 图b 疲劳条纹的形态变化 石墨纤维/环氧树脂复合材料疲劳断口的组织形态 3.3.2 FRP的物理特性 3.3.2.1 FRP的电性能 介电常数、介质损耗角正切值、体积和表面电阻系 数、击穿强度等。 界面粘结强度对电性能影响不大,但杂质尤其是水对 电性能的影响很大: 当FRP处于潮湿环境中活水中浸泡之后,其体积电阻、 表面电阻及电击穿强度急速下降 表12-11、表12-12 复合材料的电性能介于纤维和树脂之间 3.3.2.2 FRP的温度特性 (1)FRP的热性能 室温下导热系数较小 0.17W/(m.K)~0.33W/(m.K)), 金属35W /(m.K)) ~232W /(m.K)) FRP热膨胀系数较小 (4~36)×10 -6 /℃,与金属的相近,故在一定温度范围内的热 稳定性和尺寸稳定性高; 但FRP热变形温度和耐热温度极限较低。此外,温度升高时易 产生热应力。 (2)FRP的耐热性 ①温度对于聚合物基体的影响 ②温度对FRP拉伸性能的影响 ☺一般在低温范围内,拉伸性能好,随温度上升,强度降低; ☺在低温范围内,无捻粗纱布FRP于湿态下拉伸强度大,而平 纹布FRP无此倾向; ☺在中温范围内,平纹布FRP在50℃左右拉伸强度最高,而缎 纹布和无捻粗纱布FRP无此倾向; ☺随着纤维含量的增加,FRP的耐热性提高。 ③温度对FRP弯曲性能的影响 弯曲强度和模量均随温度的升高而降低。 3.3.2.3 FRP的隔音性能 材料的隔音性能通常是用声音的透过损失R表示。 10lg (dB) t i I I R 式中: It—————从材料背面传出的声强 Ii ————射入材料的声强度 m———材料的面密度 2 20lg 10lg 1 pc fm I pc fm n (气密性材料) p——空气的密度;In——散射的声强度 c——光速 3.3.2.4 FRP的光学性能 (1)影响透光性的主要因素 玻璃纤维和树脂的透光性 玻璃纤维和树脂的折射率 其他(如FRP厚度、表面光滑度、玻纤形态、玻纤含量、着色 剂、填料的种类和用量等) (2)透光率和透明度 (3)原材料折射率的匹配 4 ( )/( ) r i nG nR nG nR I I t i r I I I 式中:It——折射光量(透过光量) Ir——反射光量 Ii——入射光量 nG——玻纤的折射率 nR——树脂的折射率 环氧树脂玻璃纤维波 纹板,透光度>85% 12.3.3.1 FRP的耐化学腐蚀性 (1)化学介质对FRP的腐蚀作用 ①与玻璃纤维的作用 ②与树脂基体的作用: 物理作用(溶胀)和化学作用(水解、降解、 氧化) ③ 对纤维-树脂粘接界面的破坏 (2) 实验结果见表12-19 耐化学腐蚀性 耐候性能 3.3.3 FRP的老化性能 耐水性能 老化:FRP在长期的使用和贮存过程中,由于各种物理和化学因 素的作用,而发生的物化性能的下降或变差的现象,也叫劣化 3.3.3.2 FRP的耐候性能 (1)气候对FRP的作用 ①温湿度对FRP的作用 ②光氧的作用 ③风沙的作用 (2)老化试验及结果 出人意料的是,FRP的拉伸、压缩和弯曲强度及弹性模量以及 冲击强度等性能,历经8年曝露仍无显著变化,有些甚至有所提 高。因此,就力学性能而言,FRP的耐候性和耐久性是非常优 异的。 3.3.3.3 FRP的耐水性能 (1)水对FRP的作用 ①水能够溶解和破坏纤维的SiO2网络,同时加速玻璃纤维微裂 纹的扩张,从而降低玻璃纤维的拉伸性能。 ②水能使树脂大分子发生溶胀,导致树脂内聚强度降低。水 对树脂产生增塑作用,降低其弹性模量。水还能使树脂分子 中 , —O—-基等发生水解,造成断链、降解等。水 亦能导致树脂内部产生微裂纹,并使之扩展。 ③水还能破坏纤维-树脂界面,并沿界面渐渐侵入,从而降低 了FRP的层间剪切性能和弯曲性能。 C O O (2)试验结果(见表12-22) (3) 提高FRP耐水性的方法 ① 纤维进行偶联剂表面处理; ② 选用耐水性好的树脂; ③ 表面采用表面毡形成富树脂层; ④ 表面涂层,表面贴附氟薄膜、聚酯薄膜等。 3.4 聚合物基复合材料的应用 3.4.1在航天和航空方面的应用 波音747客机使用的玻璃钢部位 A A B B F22猛禽战斗机 F119发动机正在执行用树脂基复合材料取代钛合金制造风扇送 气机区的计划,可节省结构重量6.7公斤,并正在考虑用树脂基 复合材料风扇叶片取代现在的钛合金空心风扇叶片,以期减轻 结构重量30%。 F119发动机 复合材料的计划用量高达40%左右 波音X-32JSF 美国B-2隐形轰炸机表面为具有良好吸波性能的碳纤维复合材料 法国达索飞机公司生 产的“阵风” 战斗机 机身的50%采用碳 纤维复合材料。 碳纤维复合材料 机头整流罩为 聚芳酰胺纤维 复合材料 印度LCA轻型战斗机 复合材料用量达40% 以色列鹰狮战斗机 机身采用 22% 的复合材料 歼十飞机 复合材料和钛合 金的用量与国外 上世纪末期先进 战斗机的差距较 大 由复合材料制成的汽车质量减轻,在相同 条件下的耗油量只有钢制汽车的1/4,而且在 受到撞击时复合材料能大幅度吸收冲击能量, 保护人员的安全。 用复合材料制造的汽车部件较多,如车体、 驾驶室、挡泥板、保险杠、引擎罩、仪表盘、驱 动轴、板黄等。 随着列车速度的不断提高,火车部件用复合 材料来制造是最好的选择。复合材料常被用于制 造高速列车的车箱外壳、内装饰材料、整体卫生 间、车门窗、水箱等。 在化学工业方面,复合材料主要被用于制造 防腐蚀制品。聚合物基复合材料具有优异的耐 腐蚀性能。例如,在酸性介质中,聚合物基复 合材料的耐腐蚀性能比不锈钢优异得多。 3.4.4 在建筑工程方面的应用 1)建筑承重结构 2004雅典奥运主会场 2008奥运木塑园 2)户外园林景观 3)门、窗 玻璃钢拉挤门窗 12.4.5 在电气和机械方面的应用 12.4.6 在体育、医疗卫生方面的应用
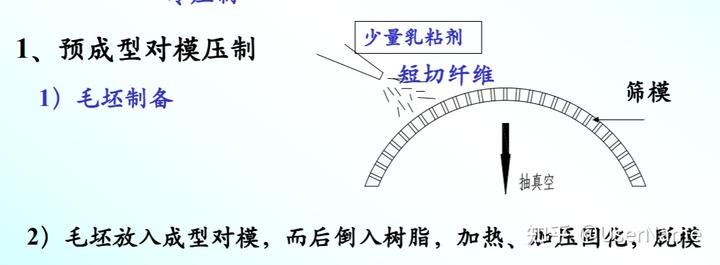
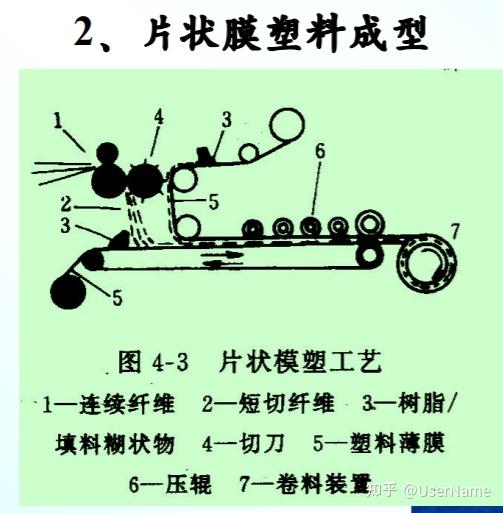
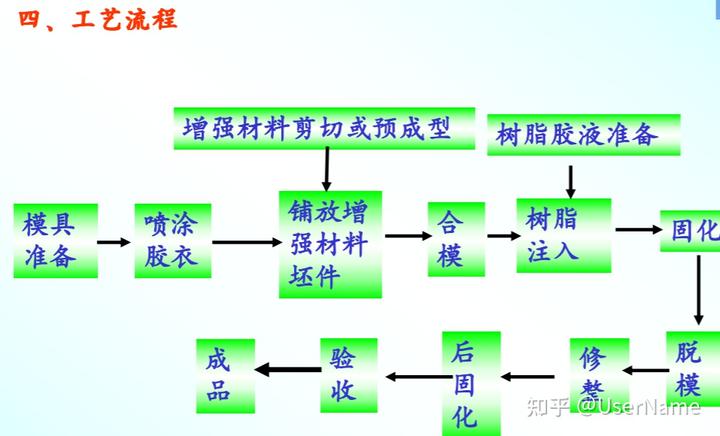
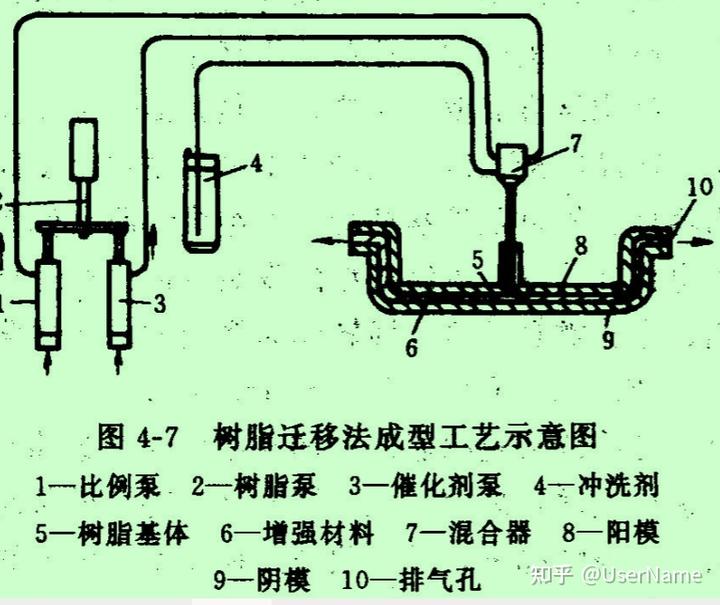
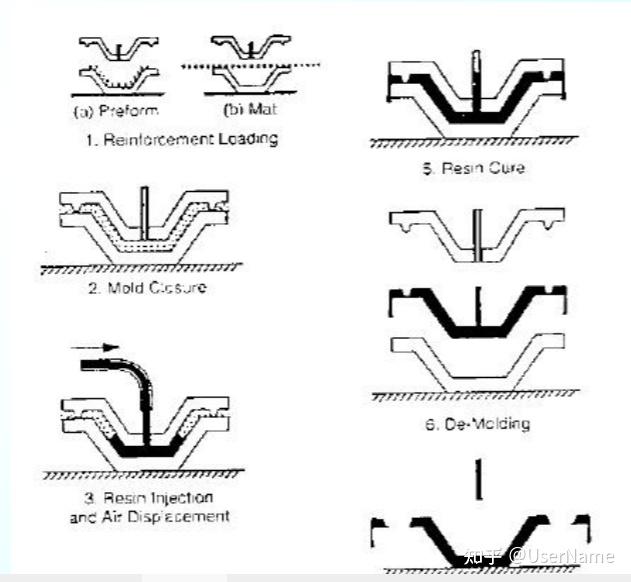
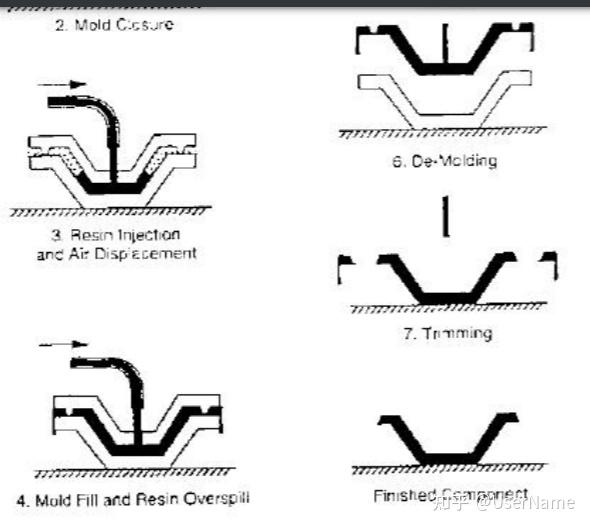
Dry reinforcement
material is cut and shaped into a preform
The preform is assembled with a core,placed in a mold cavity, and the mold is closed
A two component resin system is mixed and metered into the mold to replace the air and impregnate the preform